Chocolate & Syrup Sprayer for Coating Pans
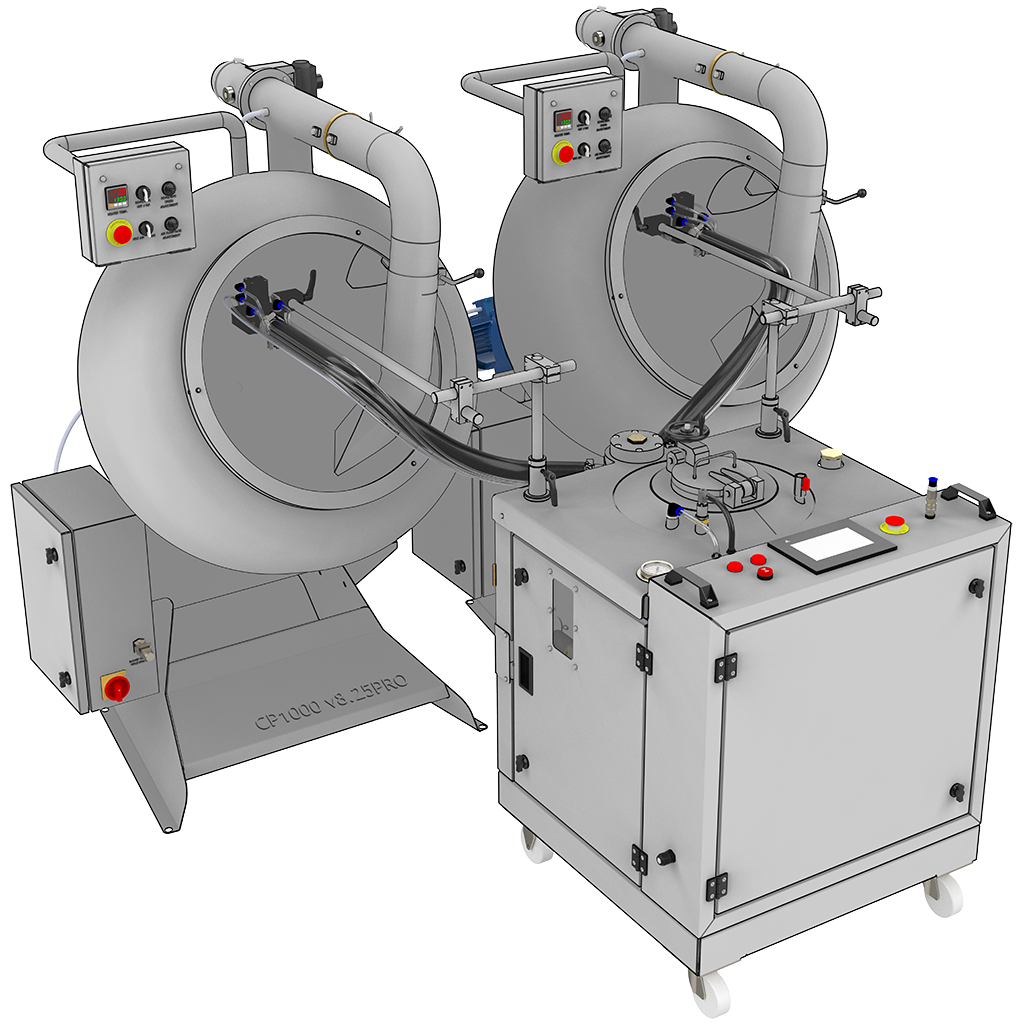
The chocolate sprayer is an air-assisted dosing unit that applies liquid chocolate or sugar syrup onto centers tumbling inside a coating pan. It sits between the chocolate storage tank and the rolling bed of centers in the pan, replacing the operator's ladle. The sprayer keeps the product at a stable temperature in a water-jacketed reservoir and releases timed spray pulses through one or two nozzles. Working pressure, spray duration, and interval timing are set on the HMI and repeated automatically by the PLC.
VIDEO IChocolate Sprayer Selection: First Decision
Existing coating pan inventory decides the order.
CPS100 — sprayer only, no coating pans included. Selected when the customer already owns coating pans and wants to automate the chocolate or syrup application step. The sprayer ships with two spray nozzles and feeds one or two coating pans simultaneously. PLC/HMI-stored spray ON/OFF timing, working pressure, and reservoir temperature reduce skilled-panner dependency by moving dose repetition into repeatable machine parameters; a trained machine operator can repeat approved recipes from the HMI, while product loading, air condition, recipe setup, and final coating judgment still require process control. If no coating pan is in service, order CPS100 + CP1000x2 instead.
CPS100 + CP1000x2 — complete panning station: one CPS100 sprayer and two CP1000 coating pans, ordered together. Selected when the customer does not have coating pans and wants to install a complete automated panning station in one purchase. If coating pans are already in service, order CPS100 alone instead.
Chocolate vs sugar syrup. The CPS100 sprays one product per unit, set up at installation for either chocolate or syrup. Chocolate is sprayed for the engrossing cycles that build the coating shell. Syrup is sprayed for pre-sealing (a gum arabic solution applied before chocolate to limit oil migration from nut centers) and for finishing or polishing layers. Lower-viscosity products run at lower working pressure than chocolate. Production lines that need both pre-sealing and engrossing install two CPS100 units, one dedicated to each product.
Share
 CPS100
CPS100

 CPS100 + CP1000x2
CPS100 + CP1000x2
Model Range — Comparison
Both orders include the same CPS100 sprayer with the same control logic, reservoir, heating, pressure system, and two nozzles. What differs is whether coating pans are included in the purchase. Each order has one role. Full reasoning in FAQ Q5.
| Order | Sprayer reservoir | Nozzles | Coating pans included | Pans served simultaneously | Total power | Select when | Eliminates if… |
|---|---|---|---|---|---|---|---|
| CPS100 | 130 kg, water-jacketed, PID-heated | 2 standard, one nozzle per pan | None — sprayer only | 1 or 2 customer-supplied coating pans | 2.5 kW, 220 V single-phase | Customer already owns one or two coating pans and wants to automate chocolate or syrup application | Customer has no coating pans in service — the sprayer cannot operate without a pan to receive the spray. Order CPS100 + CP1000x2 instead |
| CPS100 + CP1000x2 | 130 kg, water-jacketed, PID-heated | 2 standard, one nozzle per pan | 2 × CP1000 (each 70 kg loading, 1000 mm pan diameter) | 2 — the two CP1000 pans included in the order | 12.4 kW, 220 V single-phase (sprayer + both pans + blower) | Customer is installing a complete panning station and does not have coating pans in service | Coating pans are already in service. Order CPS100 alone instead |
Manual ladling vs CPS100 sprayer
Manual ladling and PLC-controlled spraying are both valid chocolate application methods on a coating pan. The difference is operator dependency and batch-to-batch repeatability. Selecting the wrong method costs every shift. Full reasoning in FAQ Q3.
| Method | Operator skill | Repeatability | Dose control | Eliminates if… |
|---|---|---|---|---|
| Manual ladling | Skilled panner required — judges viscosity, dose volume, and timing by hand; production output is bound to operator availability and skill level | Operator-dependent — varies with each batch and each operator | Hand-poured at 0 bar; no pressure regulation; no timer; chocolate typically held at 40–45 °C in a warming bath beside the pan | Production requires PLC-driven dosing, repeatable batches, or one operator running multiple pans simultaneously |
| CPS100 sprayer | Reduced — PLC repeats stored spray ON/OFF timing, working pressure, and reservoir temperature automatically; a trained machine operator repeats approved recipes from the HMI without judging dose by hand. Recipe setup, air conditioning, and coating judgment still require process control. | Manual variation in dose volume and timing is reduced because spray ON/OFF timing and working pressure are controlled by the machine; reservoir temperature is PID-stabilized; pressure is held by solenoid valve and pressure transmitter up to 4 bar | Solenoid valve and pressure transmitter, full/empty sensor on reservoir | Production is artisan single-batch runs at irregular intervals — capital cost is not justified at that scale |
Application by product type
The CPS100 sprays one product per unit, set up at installation for either chocolate (engrossing layers) or syrup (pre-sealing, finishing). Product viscosity decides working pressure. Spray systems require lower-viscosity coatings than drip or ladle application; setting pressure too low for chocolate produces partial atomization, setting it too high for thin syrup atomizes the droplets and wastes product on the pan walls. Production lines that need both pre-sealing and engrossing install two CPS100 units, one dedicated to each product.
| Product | Process role | Reservoir temperature (typical) | Working pressure | Eliminates if… |
|---|---|---|---|---|
| Liquid chocolate | Engrossing layers — shell build-up over multiple cycles | 40–45 °C (dark/milk), untempered | Higher (within 4 bar limit) — viscosity requires more air-assist energy to atomize | Production target is surface polish or oil-migration sealing — use sugar syrup instead |
| Sugar syrup / gum arabic solution | Pre-sealing nut centers, finishing layers, polishing carrier | Held warm (typically 50–60 °C) to prevent crystallization in the line and keep the gum or sugar syrup fluid; exact solids level depends on recipe and center type | Lower (within 4 bar limit) — thin syrup atomizes at lower pressure; high pressure wastes product on pan walls | Production target is the chocolate shell — use liquid chocolate instead |
How the sprayer works in a coating pan cycle
Uniform coating on a pan is achieved by repeating short spray steps followed by distribution and drying inside the rotating pan. The CPS100 supports this workflow by holding the product at constant temperature and applying timed spray pulses at a fixed pressure setpoint.
Typical applications
Chocolate Sprayer Position in the Production Line
The CPS100 installs after a chocolate storage tank and feeds a coating pan. Bulk chocolate is held in the upstream storage tank, transferred to the sprayer reservoir, and applied to centers tumbling in the pan as timed spray pulses at controlled pressure. Each chocolate layer is set between cycles by cooled, dehumidified air; small batches may run in a cool, dry conditioned room when heat load is low, while industrial output requires ducted dehumidified cold air supplied directly into each coating pan from an external chiller and air cooler. For closed-chamber batch automation without a panner, use a belt coater instead of CPS100 + coating pan.
Maintenance and Cleaning
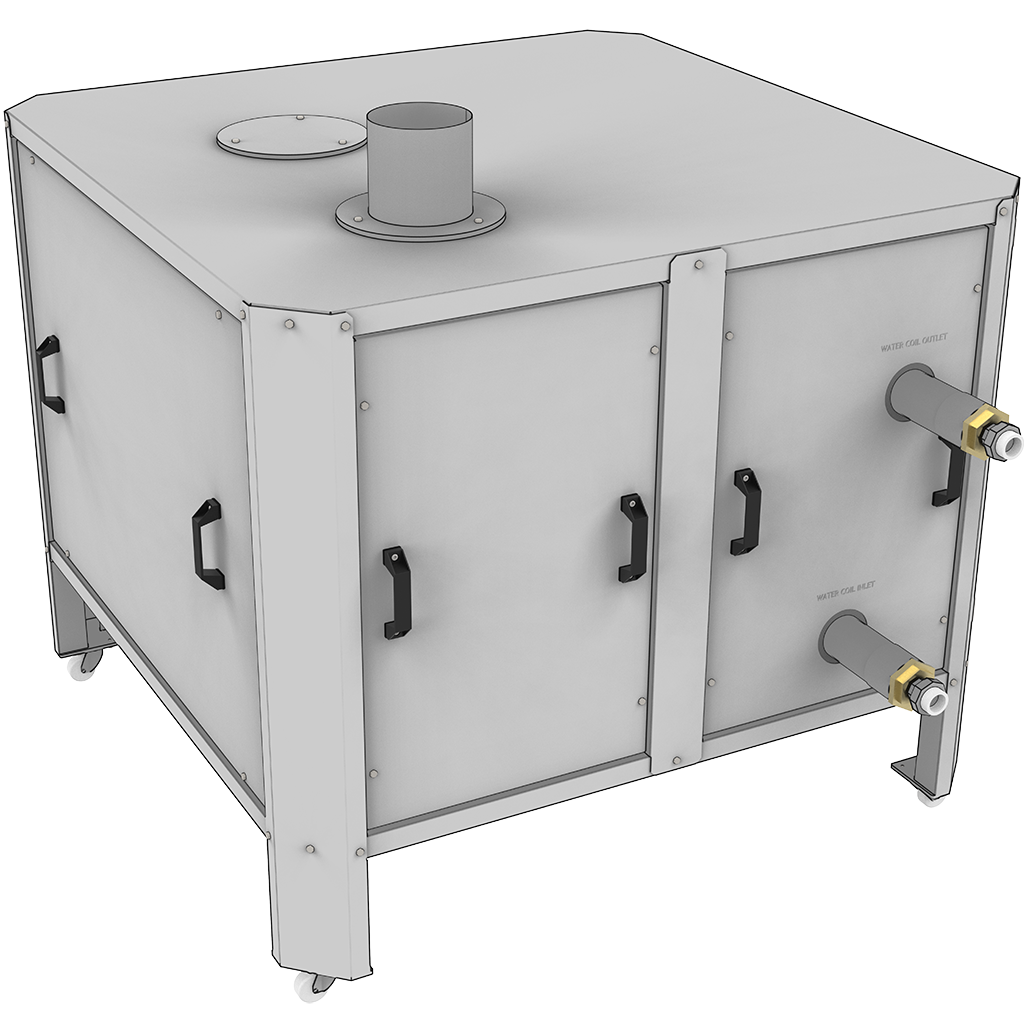
Reservoir water jacket. The 130 kg reservoir is water-jacketed. Run the jacket with 30% FDA-approved glycol to prevent calcium scale and mud build-up; scale insulates the jacket, the reservoir temperature drifts, and product viscosity at the nozzle changes — which shifts atomization and dose weight. Plain water lets scale foul the jacket and shortens heater life.
Nozzles, lines, and reservoir cleaning. Clear chocolate or syrup from the nozzles, product lines, and reservoir at colour or product changes. For chocolate, never wash with water — it seizes; purge at working temperature and wipe with warm cocoa butter or food-grade fat-based solvent. For sugar syrup or gum arabic, flush with hot water per the recipe's cleaning requirement. A blocked or part-fouled nozzle distorts the spray pattern and dose.
Air and control elements. Drain and filter the compressed-air supply so moisture and oil do not reach the product; keep the solenoid valve, pressure transmitter, and reservoir full/empty sensor clean so pressure regulation and refill read correctly. A fouled pressure transmitter misreads working pressure and the spray pattern drifts.
Warranty and Lead Time
AkayGAM chocolate sprayers carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as nozzle count, single-product setup (chocolate or syrup), and whether coating pans are bundled (CPS100 + CP1000x2) are configured at manufacture.
Model Specifications
Common to all models
CPS100 and CPS100 + CP1000x2 include the same CPS100 sprayer with the same reservoir, heating system, control logic, nozzle count, and pressure system. The features below apply identically to both orders. The only differences are whether coating pans are included in the purchase and the total installed power of the package, listed in the per-order tabs that follow.
Tab specifications below show only what differs between orders.
CPS100 Chocolate Sprayer – Technical Features
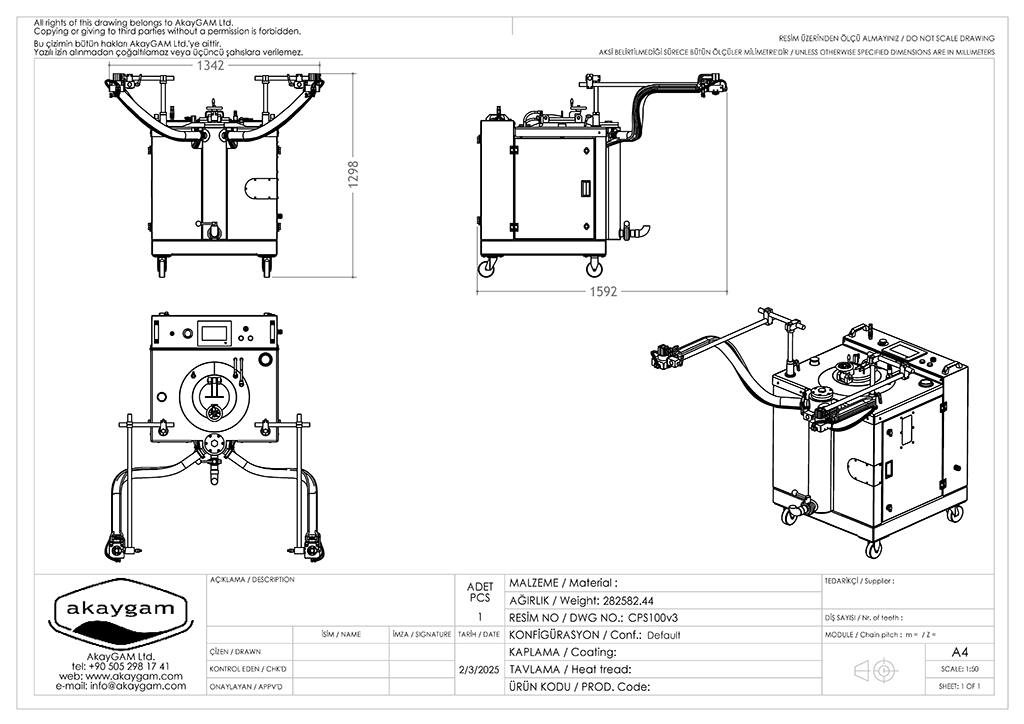
Role: sprayer only, for a plant that already owns one or two coating pans and wants to automate chocolate or syrup application. Ships with two nozzles and feeds one or two customer-supplied pans simultaneously. Switch to CPS100 + CP1000x2 if no coating pan is in service. 220 V single-phase, 2.5 kW.
Price 17.500,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the base price.
CPS100 Technical Drawing
CPS100 + CP1000x2 – Technical Features
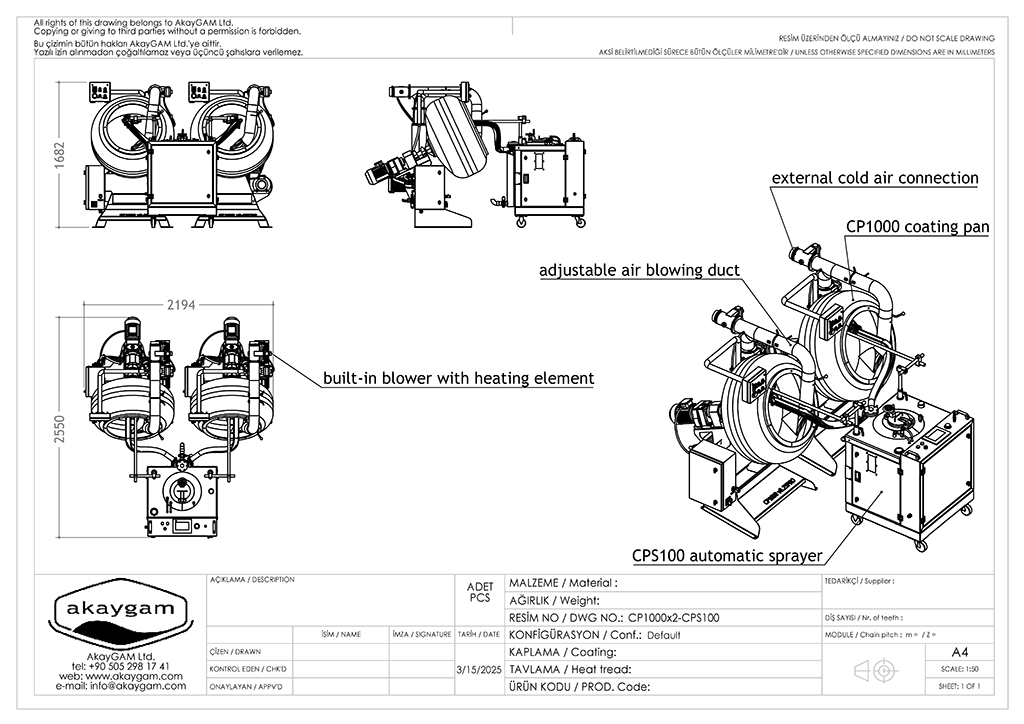
Role: complete automated panning station bought in one purchase — one CPS100 sprayer plus two CP1000 coating pans (70 kg loading each, 1000 mm diameter). Switch to CPS100 alone if coating pans are already in service. 220 V single-phase, 12.4 kW (sprayer + both pans + blower).
Price 37.500,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the base price.
CPS100 + CP1000x2 Technical Drawing
Related equipment
The CPS100 sits between a chocolate storage tank and a coating pan. The storage tank holds bulk chocolate at the working temperature and feeds the sprayer reservoir on demand. The coating pan rotates the centers under the spray; shell thickness builds across multiple spray and setting cycles.
Each chocolate layer is set between cycles by cooled, dehumidified air. Small batches may run in a cool, dry conditioned room when heat load is low. Industrial output requires ducted dehumidified cold air supplied directly into each coating pan from an external chiller and air cooler; room-level conditioning usually cannot remove heat fast enough between repeated chocolate additions.
For closed-chamber batch automation without a panner, a belt coater replaces both the CPS100 and the coating pan. The belt coater integrates the chocolate application, tumbling chamber, and conditioned-air supply into a single machine with reversible-belt discharge.



Frequently Asked Questions
Answers to common questions about the AkayGAM CPS100 chocolate and syrup sprayer.
What is a chocolate sprayer for coating pans?
A chocolate sprayer is an air-assisted dosing unit that applies liquid chocolate or sugar syrup onto centers tumbling inside a coating pan. The CPS100 holds product in a 130 kg water-jacketed reservoir with PID-controlled heating, delivers it through one or two nozzles using compressed air at up to 4 bar working pressure, and repeats spray ON/OFF cycles automatically via PLC/HMI. It replaces the operator's ladle on a coating pan and standardizes dose volume and timing across batches.
Can one CPS100 spray both chocolate and sugar syrup?
Each CPS100 sprays one product per unit. The hardware accepts both liquid chocolate (for engrossing cycles that build the coating shell) and sugar or gum arabic syrup (for pre-sealing nut centers, finishing layers, and polishing carrier solutions), but each sprayer is set up at installation for one of them. Switching products on the same unit requires draining and cleaning the reservoir, hoses, and nozzle. Production lines that need both pre-sealing and engrossing install two CPS100 units, one dedicated to each product. Nut centers are often pre-sealed with a gum arabic or similar barrier solution before chocolate coating to reduce oil migration into the chocolate shell; the exact solids level depends on recipe and center type. Lower-viscosity products run at lower working pressure than chocolate; spray systems require lower-viscosity coatings than drip or ladle application. Setting pressure too high for thin syrup atomizes the droplets and wastes product on the pan walls.
Manual ladling vs CPS100 sprayer — which should I choose?
Production scale and repeatability decide:
Choosing manual ladling for repeatable industrial output causes batch-to-batch coating variation and binds one skilled operator to one pan. Recipe setup, air conditioning, and final coating judgment still require process control on either method.
CPS100 vs CPS100 + CP1000x2 — which order is right?
Whether coating pans are already owned decides:
Ordering CPS100 alone with no coating pan in service leaves the sprayer with nothing to spray into.
What is the working pressure and why is 4 bar the limit?
The CPS100 is specified for a maximum working pressure of 4 bar. An air regulator limits the supply pressure; a solenoid valve and pressure transmitter on the line allow the working pressure to be set and monitored on the HMI. Above the specified range, spray quality becomes difficult to control: thin syrup can atomize too finely, chocolate can overspray the pan wall, and the rolling bed inside the coating pan can be disturbed. Lower pressure produces a wetter, slower-distributing spray suited to lower-viscosity syrups. Chocolate typically runs at higher pressure within the specified range; thin sugar syrup runs lower.
Does the chocolate have to be tempered before the sprayer?
No. Chocolate panning typically uses untempered liquid chocolate, with crystallization induced on the center surface by the dehumidified cold air supplied during the setting step — not by pre-seeding the chocolate mass. The CPS100 reservoir holds chocolate warm and untempered (typically 40–45 °C for dark or milk chocolate) and feeds it directly to the spray nozzles. Each layer solidifies around the rolling center inside the coating pan as the cold air extracts heat, building the shell cycle by cycle. Compound coatings based on non-tempering vegetable fats do not require tempering at any stage.
What compressed air supply does the CPS100 require?
The CPS100 requires a compressed air supply capable of delivering up to 4 bar at the working pressure setpoint. Both product delivery from the reservoir to the nozzle and atomization at the nozzle are air-driven. For reliable and hygienic operation, the inlet line should be conditioned with particle filtration, water separation, oil removal, and active carbon filtration. Unconditioned air introduces oil mist, water droplets, and particulates into the chocolate stream, contaminating the product and fouling the nozzle. The machine includes a pressure transmitter on the regulated line for HMI monitoring of the actual working pressure.
Is the CPS100 the same as a chocolate enrober or a belt coater?
No. A chocolate enrober coats products in a single continuous pass through a chocolate curtain on a flat conveyor and suits fixed-shape products moving in a defined orientation. A belt coater is a closed-chamber automated panning machine that builds a chocolate shell in multiple timed coating cycles while centers tumble on a horizontal belt, with dehumidified cold air and reversible-belt discharge integrated into the machine. The CPS100 is neither — it is a dosing unit that feeds chocolate or syrup into an external coating pan; the tumbling chamber, the air conditioning, and the discharge are part of the coating pan and the supporting equipment, not the sprayer.
What other equipment is needed to run the CPS100?
The CPS100 is one machine in a chain. Operating it requires:
Without these supporting systems the sprayer cannot complete a coating cycle.
What maintenance and warranty does the CPS100 need?
Warranty: 1 year against manufacturing and construction defects. Lead time: 3–4 months, with nozzle count, single-product setup, and bundled-pan option configured at manufacture.