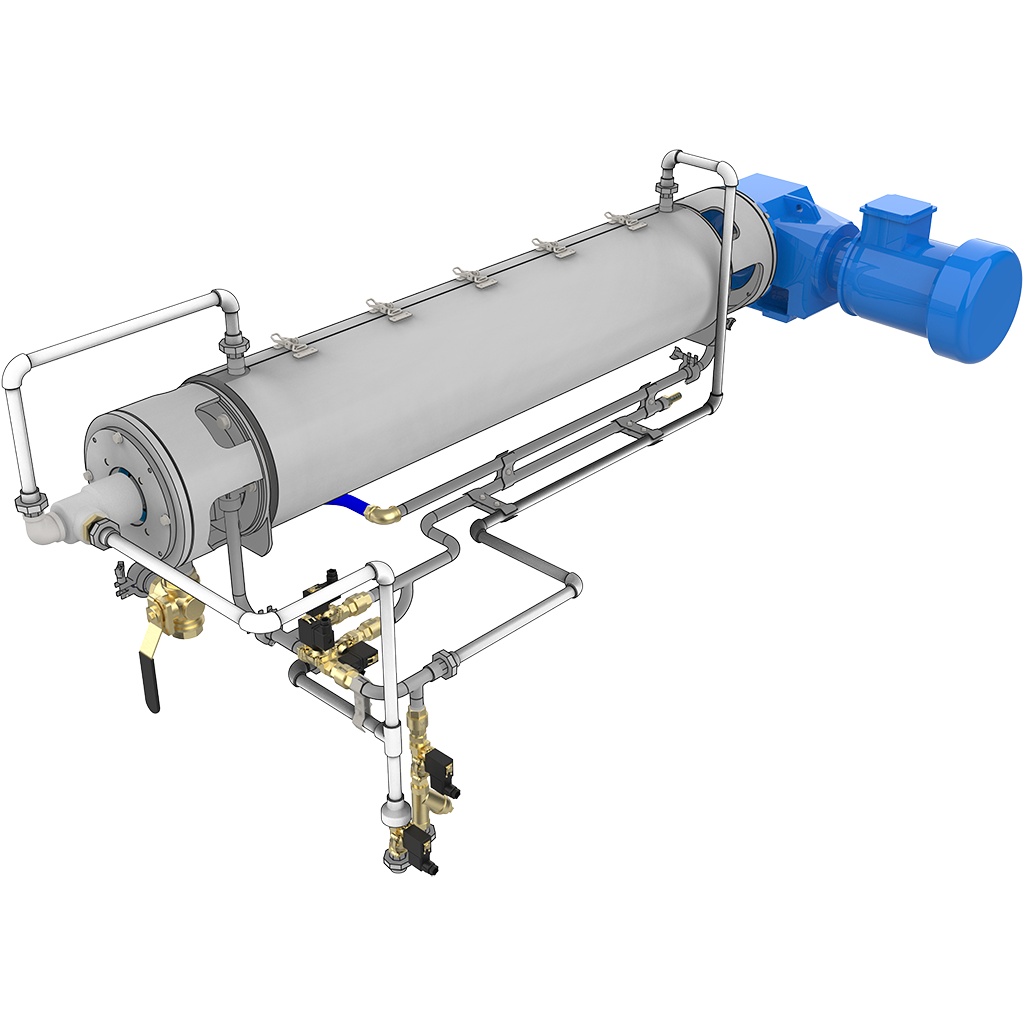
Decrystallization Tube & Scraped-Surface Heat Exchanger
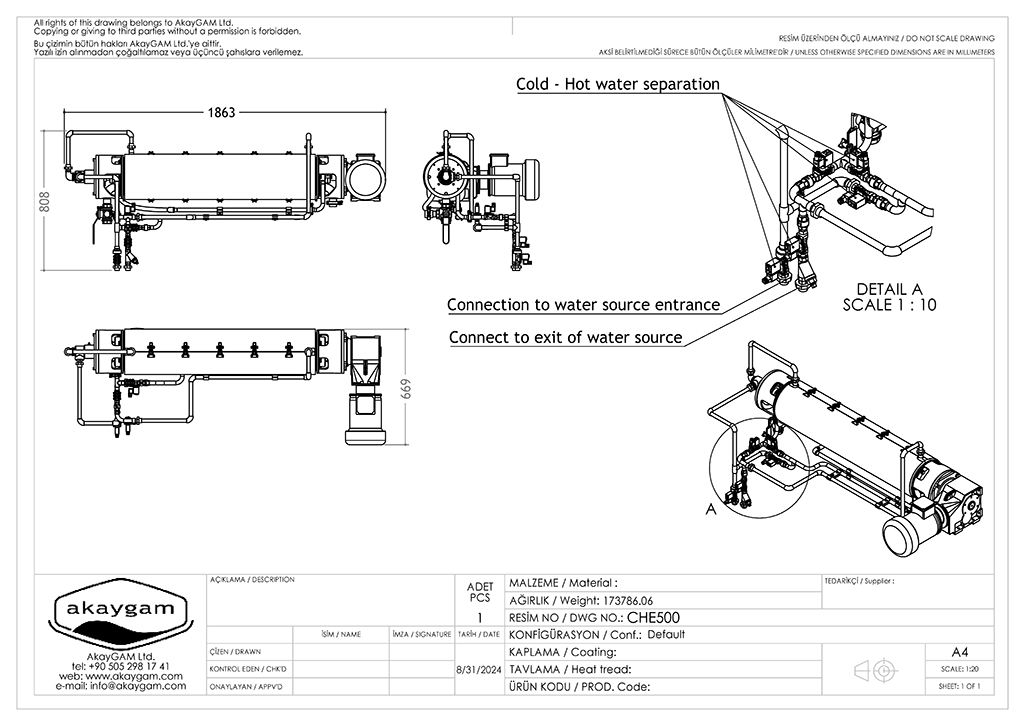
The CHE500 is an inline scraped-surface heat exchanger for viscous confectionery masses. In its default duty it sits on the bypass return line of a chocolate tempering loop and lifts the returning stream from temper temperature (~30 °C, with Form V crystals) back to holding tank temperature (~45–50 °C) — above the Form V melting point — so the crystals melt out before the stream re-enters the tank, and the tank keeps feeding the tempering machine with consistent untempered chocolate at its design inlet condition. The decision this page drives is duty selection: bypass return reheating in a chocolate tempering loop, or post-cook cooling for caramel and fat-based fillings when the jacket is fed with chilled water. Same machine, opposite water supply — each installation is plumbed for one duty at a time.
Share
 CHE500
CHE500
Reheating or cooling: choose one duty per installation
Bypass return reheating — primary duty. Hot water at tank temperature feeds the jacket and rotor core. When the forming section is not consuming chocolate, the 3-way valve at the tempering machine outlet diverts flow to bypass: tempered chocolate at ~30 °C carrying Form V crystals enters the CHE500, exits at tank temperature with the crystals melted out, and returns to the holding tank without disturbing it. Typical heating duty is up to 1000 kg/h, depending on the temperature lift required. Without this conditioning, the tank cools, residual stable crystals accumulate, and the tempering machine downstream of the tank cannot run a correct tempering curve from drifting, pre-crystallized feed — temper degrades at the depositor.
Post-cook cooling — alternative duty. Chilled water from a chiller feeds the same jacket and rotor core. Caramel leaves the caramel cooker at high temperature — far above its working temperature — and is not handleable in that state. The decision is between two options: rest the cooked batch in a reservoir until it cools (cooker idle, reservoir tied up, batch rhythm broken between cook and use), or flow the cooked stream through the CHE500 and exit at handling temperature in a single pass (cooker accepts the next batch immediately, line runs continuously). Cooling duty is up to 400 kg/h. The unit cannot run heating and cooling simultaneously: each installation is plumbed for one duty at the time of fitting.
CHE500 vs smooth-wall jacketed pipe: which heat exchanger
Both are inline heat exchangers for fluid streams. They behave fundamentally differently with viscous chocolate. Selecting the wrong one means undersized heat transfer or a blocked line.
| Property | CHE500 Scraped-Surface Exchanger | Smooth-Wall Jacketed Pipe |
|---|---|---|
| Heat transfer surface | Continuously renewed by PTFE scrapers | Static — relies on pipe-flow turbulence |
| Behaviour with chocolate | Stable heat transfer at low flow rates | Boundary layer thickens; transfer coefficient collapses |
| Active surfaces | Two — water-jacketed stator and rotor core | One — outer wall only |
| Risk of product set-up at the wall | None — scrapers prevent fouling | High — chocolate near the wall sets and chokes the line |
| Suitable for tempered-chocolate bypass return | Yes — primary use case | No — undersized at chocolate flow rates and prone to fouling |
| Suitable for caramel and fat-based fillings | Yes — handles high viscosity and density | No — fouls within minutes of the first cool-down |
| Eliminates if… | Stream is low-viscosity (water, syrup) — a smooth-wall exchanger is cheaper and adequate | Stream is viscous chocolate, caramel, or fat-based filling |
How scraped-surface heat transfer works
Chocolate held against a heated wall forms a stagnant thermal boundary layer. The layer insulates the bulk product from the wall, the heat transfer coefficient collapses, and the wall’s setpoint stops mattering — only the layer’s temperature does. The CHE500 destroys this layer mechanically. A helix rotor fitted with PTFE scrapers turns inside the water-jacketed tube; the scrapers continuously sweep the product film off the wall and replace it with fresh material from the bulk flow. Surface renewal stays ahead of layer formation, and heat transfer holds steady at chocolate flow rates.
The rotor itself is hollow and receives hot or cold water through a rotary joint at the inlet end, adding a second heat transfer surface at the centre of the product flow. Combined with the jacketed stator, this dual-surface design conditions the full product cross-section rather than only the outer ring. Adjustable rotor speed lets the operator match scraping rate to stream viscosity and required duty.
“Decrystallization tube” vs scraped-surface heat exchanger: same machine, accurate name
The two names refer to the same equipment. “Decrystallization tube” is the regional convention in chocolate plants; the technically generic name in heat-transfer literature is scraped-surface heat exchanger (SSHE). The chocolate-side name is technically accurate — the bypass-return lift to ~45–50 °C is above the Form V melting point, so stable crystals do dissolve before the stream enters the tank. Note that the CHE500 only undoes crystallization on the return stream; it does not crystallize chocolate and does not replace a tempering machine.
Position in the production line
Reheating duty: holding tank → tempering machine → 3-way valve at the temperer outlet → forming section (when in demand), or → CHE500 → back to holding tank. The CHE500 sits on the bypass leg only; chocolate going to forming never passes through it. Long pipe runs from the 3-way valve to the CHE500 cool the bypass stream further on the way and reduce the lift the unit can deliver — keep the CHE500 close to the valve. Cooling duty: caramel cooker → CHE500 → transfer pump → depositor, with a chiller supplying jacket and rotor cold water.
Maintenance, Cleaning, and Warranty
Water circuit treatment: Run the stator jacket and rotor-core circuit with 30% FDA-approved glycol. This prevents calcium scale and mud build-up across both heat-transfer surfaces, holding heat transfer steady; plain water lets scale form, which insulates the surfaces and cuts the temperature lift the unit can deliver.
PTFE scrapers: The helix-rotor PTFE scrapers ride against the stator wall and wear negligibly in normal duty; no scheduled scraper replacement is required.
Rotary joint: The rotary joint feeds hot or cold water into the rotating hollow rotor. Check it for leakage on the preventative maintenance schedule; a failed joint seal lets jacket water into the product path or starves the rotor core of conditioning water.
Cleaning at product or duty changes: Clear the tube inline — run plain chocolate or cocoa butter through to push the previous product out before a recipe change. Never flush a chocolate stream with water, which seizes the mass; for caramel duty, flush with hot water per the filling's cleaning requirement. The continuously renewed scraped surface resists fouling during a run, so no in-run cleaning stop is needed.
Warranty & lead time: AkayGAM scraped-surface exchangers carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as each unit is plumbed for one duty — heating or cooling — at the time of fitting.
CHE500 Decrystallization Tube & Scraped-Surface Heat Exchanger – Technical Features
Inline scraped-surface heat exchanger for viscous confectionery masses. Helix rotor with PTFE scrapers continuously renews the heat-transfer surface; water-jacketed stator and rotary-joint-fed rotor core deliver dual-surface heating or cooling across the full product cross-section. Default duty: bypass return reheating in chocolate tempering loops, up to 1000 kg/h. Alternative duty when supplied with chilled water: cooling for caramel and fat-based fillings, up to 400 kg/h. 380 V three-phase. Not suitable for low-viscosity streams where a smooth-wall exchanger is adequate, simultaneous heating and cooling, or as a tempering machine substitute — the CHE500 only undoes crystallization on the bypass return; it does not create Form V structure for forming.
Price Contact us for pricing
Export packaging is not included in the base price.
CHE500 Decrystallization Tube – Technical Drawing
Related equipment
Reheating duty: the CHE500 returns reheated chocolate to a chocolate holding tank that feeds a tempering machine; without the CHE500 on the bypass leg, the tank cools each forming pause and the temperer loses inlet stability. Cooling duty: a chiller supplies cold water to the jacket and rotor — without it, no temperature lift is available and the unit cannot operate. The CHE500 also installs downstream of a caramel cooker as a continuous cooler, replacing the reservoir wait that would otherwise stop the cooker between batches.



Frequently Asked Questions
Answers to common questions about the AkayGAM CHE500 decrystallization tube and scraped-surface heat exchanger.
What does the CHE500 do, and what fails without it?
It reheats the bypass return stream from ~30 °C back to holding tank temperature ~45–50 °C, melting Form V crystals out before the stream re-enters the tank. Without the CHE500, the tank cools each forming pause and accumulates residual stable crystals, and the tempering machine — fed from this tank — receives drifting inlet temperature with pre-crystallized chocolate. It cannot run a correct tempering curve under those conditions; temper degrades at the depositor.
Why not just a smooth-wall jacketed pipe?
Chocolate is viscous and forms a stagnant thermal boundary layer at any heated wall. In a smooth-wall jacketed pipe that layer insulates the bulk flow from the wall, heat transfer collapses, and at low flow rates the layer thickens until product near the wall sets and chokes the line. The CHE500's rotor with PTFE scrapers continuously strips this layer off both the jacket and the rotor core, holding heat transfer steady at chocolate flow rates. A smooth-wall pipe used for this duty either undersizes the heat exchange or fouls and blocks.
Reheating or cooling — same machine?
Same machine, opposite duty. Default duty is reheating tempered chocolate on bypass return — hot water in the jacket and rotor core. Cooling duty is post-cook caramel or other viscous mass that exits its previous step too hot to handle — chilled water in the jacket and rotor core, supplied by an external chiller. Heating capacity is up to 1000 kg/h; cooling capacity up to 400 kg/h. The unit cannot do both duties simultaneously — choose at the time of installation based on which line it serves.
Does it actually decrystallize the chocolate?
Yes — that is the point in bypass return duty. The stream arrives at ~30 °C with Form V crystals; the lift to ~45–50 °C is above the Form V melting point, so the stable crystals dissolve before the stream re-enters the holding tank. The unit is also sold in heat-transfer literature as a scraped-surface heat exchanger (SSHE); both names describe the same machine. The CHE500 does not crystallize chocolate and does not replace a tempering machine — it only undoes crystallization on the return stream.
Where exactly does it install?
On the bypass leg, between the 3-way valve at the tempering machine outlet and the holding tank inlet. Chocolate going to forming never passes through it. Keep the CHE500 close to the 3-way valve — long pipe runs cool the bypass stream further on the way and reduce the lift the unit can deliver. For cooling duty, install downstream of the cooking or mixing vessel and upstream of the next pump or depositor.
What capacity will I actually get?
Up to 1000 kg/h on heating duty, up to 400 kg/h on cooling duty. Actual capacity depends on inlet temperature, required outlet temperature, rotor speed, and jacket water temperature. A small temperature lift on bypass return delivers the full headline figure; a deep cool-down on caramel from cook temperature to handling temperature delivers significantly less. Size the duty against actual line throughput before ordering — not against the headline number.
What maintenance and warranty does the CHE500 need?
Warranty: 1 year against manufacturing and construction defects. Lead time: 3–4 months, plumbed for one duty (heating or cooling) at the time of fitting.