Chocolate Drop Line
The CDFL is an industrial chocolate drop line that deposits liquid chocolate onto the polyurethane belt of a horizontal cooling tunnel to produce flat-bottomed drops, chips, and buttons. The decision this page drives is twofold: how many depositors to mount on the chassis (CDFLx1 single-depositor or CDFLx2 double-depositor — sets the throughput) and what cooling-tunnel length to install (set by the longest-cycle product the line will run). Real chocolate runs through an industrial tempering machine upstream; compound chocolate feeds direct from the storage tank.
VIDEO I VIDEO II VIDEO III VIDEO IVShare
 CDFLx2
CDFLx2

CDFLx1 or CDFLx2: depositor count decides throughput
Depositor count is the throughput knob. Each depositor is a complete PID dry-heated servo unit with its own level-sensor-controlled hopper; both depositors share the chassis and feed the cooling-tunnel belt. CDFLx2 doubles the deposit rate of CDFLx1 on every product format. The depositor count is fixed at the order — chassis and belt drive are sized at manufacture for one or two depositors and cannot be retrofitted later.
| Configuration | Drops (14 m) | Chips (18 m) | Chips (25 m) | Eliminates if… |
|---|---|---|---|---|
| CDFLx1 | ~100 kg/h | ~300 kg/h | ~400 kg/h | Order book is above ~400 kg/h chips continuous (capacity ceiling — second shift will not lift it) |
| CDFLx2 | ~200 kg/h | ~600 kg/h | ~800 kg/h | Order book is below ~200 kg/h chips continuous (the second servo depositor and its share of 22 kW are over-specified) |
Tunnel length: 14, 18, or 25 m
Tunnel length is selected at the order by the longest-cycle product the line will run. 14 m covers drops only — drops solidify quickly because each piece is small and feathered. 18 m covers drops and chips at ~600 kg/h on CDFLx2 (~300 kg/h on CDFLx1). 25 m covers all three formats including chips at ~800 kg/h and buttons at any throughput (button output is dominated by piece weight, not deposit rate). An undersized tunnel will not solve itself by slowing the belt: pieces accumulate at the deposit end, the depositor frequency has to drop, and effective throughput collapses. Match tunnel length to the longest-cycle product the line will ever run; format changeover within that tunnel is then a recipe recall in the PLC, no mechanical adjustment.
Drops, chips, buttons: what the CDFL forms
Drops — small tear-shaped pieces under 1 g; high deposit frequency, short dwell time, the characteristic tail develops from chocolate viscosity as the nozzle retracts.
Chips — flatter, broader pieces with low profile, designed to survive baking without fully collapsing in biscuits, muffins, and cookies. Slightly longer dwell time per shot.
Buttons — disc-shaped pieces at 2–4 g each. Higher deposit volume per shot; core solidification time is the throughput-limiting factor, not deposit rate. This is why buttons need 18–25 m tunnel regardless of capacity target.
All three formats run on one line by recipe recall — belt speed, shot frequency, depositor heating, and cooling-zone temperatures stored per format and recalled by the operator. Out of scope: filled or center-filled pieces — the CDFL is single-product depositing onto a belt; no co-extrusion.
Warranty and Lead Time
AkayGAM drop lines carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as depositor count, tunnel length, and refrigeration sizing are built into the line at manufacture and are not retrofittable.
Model Specifications
CDFLx2 Chocolate Drop Line – Technical Features
Role: dedicated belt depositing of drops, chips, and buttons at industrial volume — two PID dry-heated servo depositors on a shared two-zone cooling tunnel. Switch to CDFLx1 below ~200 kg/h chips; depositor count and tunnel length (14/18/25 m) are fixed at order by the longest-cycle product. Real or compound chocolate. 380 V three-phase, 22 kW. Not for filled or center-filled pieces.
Price Contact us for pricing
Export packaging is not included in the base price.
Depositor count (CDFLx1 / CDFLx2), cooling-tunnel length, and export packaging are quoted at order.
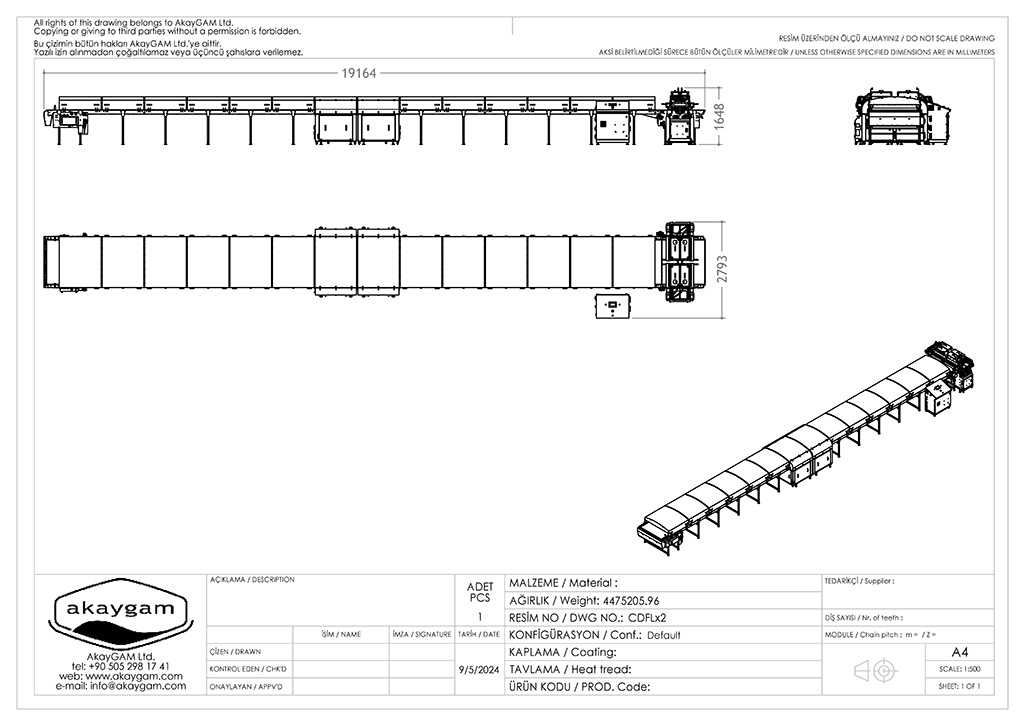
CDFLx2 Technical Drawing
Related equipment
A ball mill refiner reduces chocolate ingredients to the target particle size upstream of the line. A chocolate storage tank holds refined chocolate at stable temperature ahead of the depositors and provides level-sensor-controlled feed to the hoppers. Real chocolate (cocoa-butter-based) then runs through an industrial tempering machine before the depositor — without tempering, it sets without gloss, lacks snap, and sticks to the belt within the first batch. Compound chocolate (vegetable-fat-based) skips tempering and feeds direct from the storage tank to the depositor hopper. The tempering machine, when fitted, is an industrial unit — neither a wheel-type batch temperer (drains between cycles, breaks the level-sensor feed loop) nor the highest-grade continuous tempering machine required by one-shot molding-line depositors (over-specified for downstream-bagged or downstream-coated drops). Downstream of the cooling tunnel, discharged pieces feed bulk collection, bagging, or a coating pan when the drops are sold as panning centers rather than finished product.



Frequently Asked Questions
Answers to common questions about the AkayGAM CDFL chocolate drop line.
CDFLx1 or CDFLx2 — which depositor configuration?
Throughput target decides. Depositor count is fixed at order — chassis and belt drive are sized at manufacture and cannot be retrofitted:
Picking CDFLx1 above ~400 kg/h continuous hits the capacity ceiling within the first shift; picking CDFLx2 for workshop volume wastes the second servo depositor and its share of the 22 kW load.
What tunnel length should I order — 14, 18, or 25 m?
Product format decides. Drops solidify quickly because each piece is small and feathered: 14 m is sufficient. Chips at high throughput need more cooling time per unit belt area: 18 m for ~600 kg/h on CDFLx2, 25 m to reach ~800 kg/h. Buttons need 18–25 m regardless of throughput target because each piece is 2–4 g and core solidification is the limiting factor, not deposit rate. Undersized tunnel: pieces discharge soft, deform on collection or stick to the next piece. Match tunnel length to the longest-cycle product on the line — chips and buttons run inside one tunnel sized for buttons, but a tunnel sized only for drops cannot run chips at full capacity.
Real chocolate or compound — what changes upstream?
Real chocolate (cocoa-butter-based) requires an industrial tempering machine upstream of the depositor to form stable cocoa butter crystals. Without tempering, real chocolate sets without gloss, lacks snap, and sticks to the belt. Compound chocolate (vegetable-fat-based) does not require tempering and feeds directly from the storage tank to the depositor hopper. The depositor itself runs both types without changeover; the upstream chain differs.
What feeds the CDFL from upstream?
Refined chocolate at the design feed temperature, supplied from a chocolate storage tank. For real chocolate, an industrial tempering machine sits between the storage tank and the depositor hopper — neither a wheel-type batch temperer (drains between cycles, breaks the level-sensor feed loop) nor the highest-grade continuous tempering machine required by one-shot molding-line depositors (over-specified for downstream-bagged or downstream-coated drops). For compound chocolate, the tempering step is omitted and chocolate feeds directly from the storage tank to the depositor hopper.
What does the CDFL produce — and what doesn't it?
Can drops, chips, and buttons run on one line?
Yes — by PLC recipe recall, with no mechanical adjustment to the depositor or tunnel. Belt speed, shot frequency, depositor heating zones, and tunnel cooling-zone temperatures are stored as recipes and recalled per format. Constraint: the tunnel must be sized for the longest-cycle product the line will ever run. A 14 m tunnel restricts the line to drops; an 18 m tunnel covers drops and most chips; a 25 m tunnel covers all three formats including buttons at up to ~800 kg/h chip output.
What information is needed for a quotation?
Required to size the line:
Floor length is a hard ceiling on tunnel choice independent of throughput — a plant with 16 m of run cannot install a 25 m tunnel. If floor length blocks the tunnel needed for the target, the order switches from CDFLx1 to CDFLx2 to recover capacity within a shorter tunnel.
What is the warranty and lead time on AkayGAM drop lines?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as depositor count, tunnel length, and refrigeration sizing are built into the line at manufacture and are not retrofittable.