Belt Coater (Horizontal Chocolate Panning Machine)
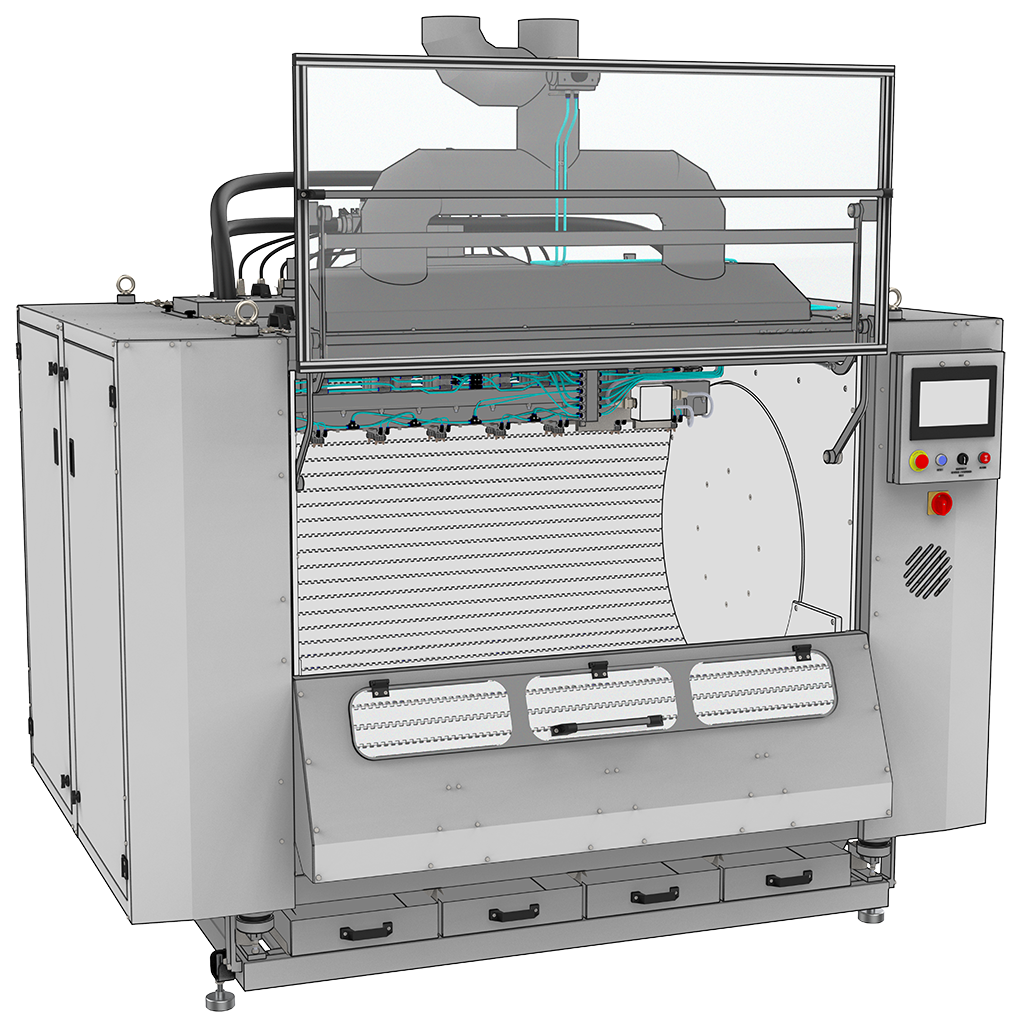
The belt coater is a horizontal chocolate panning machine for free-flowing centers — nuts, dried fruits, cereals, coffee beans. It sits after center preparation and before polishing or packaging. The machine builds a chocolate shell over multiple cycles: centers roll on a horizontal belt inside an enclosed chamber; chocolate is applied by dripping or spraying; each layer is set with dehumidified cold air; the finished batch discharges automatically by reversing the belt. Model selection is driven by batch volume and recipe-change frequency.
VIDEO I VIDEO IIBelt Coater Selection: First Decision
Batch volume decides the model. Center density decides the application.
BTC1000 (300 L) — small batches, frequent recipe changes, lower product inventory per cycle. Selecting BTC1000 for single-recipe full-shift production forces additional discharge cycles per shift and reduces effective throughput.
BTC1500 (450 L) — selected when BTC1000 creates excessive reload frequency but continuous BTC2000 throughput is not required. Selecting BTC1500 for small artisan batches with frequent changeovers increases cleaning downtime relative to productive batch volume; selecting it for long continuous single-recipe runs increases reload frequency compared with BTC2000.
BTC2000 (600 L) — long continuous production, fewer discharge interruptions per shift. Selecting BTC2000 for small batches or frequent recipe changes runs the chassis partially filled and reduces cooling efficiency relative to productive batch volume.
All three models share coating system, control logic, application options, and auxiliary equipment requirements. BTC1000 and BTC1500 run on 4.1 kW; BTC2000 runs on 4.8 kW (larger belt drive).
Light-density centers (puffed cereals, rice crisps) → spray application. Dense centers (nuts, dried fruits, coffee beans) → drip application. Both options are available on all BTC models and configured at order. Selecting spray for dense centers wastes belt area and slows shell build-up; selecting drip for lightweight centers displaces pieces under the falling chocolate stream and produces clusters. Full reasoning in FAQ Q2.
Share
 BTC1000
BTC1000

 BTC1500
BTC1500
 BTC2000
BTC2000
Belt coater vs coating pan
Belt coaters and coating pans are both dragee coating machines for chocolate engrossing — same end use, same multi-cycle shell build-up principle. The difference is mechanical and operational. Picking the wrong machine for the production profile costs every shift. Full reasoning in FAQ Q8.
| Machine | Operator skill | Repeatability | Discharge | Eliminates if… |
|---|---|---|---|---|
| Belt coater | None — PLC stores named recipes and repeats them automatically | Batch-to-batch repeatability via PLC dosing, timing, and belt motion | Automatic — belt reverses at end of cycle | Production is small artisan batches with frequent recipe changes — automation is not needed at that scale |
| Coating pan | Skilled panner required — judges chocolate application, controls timing manually | Operator-dependent — varies with each batch and each operator | Manual — pan is tilted or product is scooped out by hand | Production requires PLC-driven cycles, unattended operation, or one operator managing multiple machines simultaneously |
What the belt coater is not
Application comparison: drip vs spray
Drip and spray are both standard chocolate application options on every BTC model and configured at order. The choice follows the center, not the operator preference. Picking the wrong method wastes belt area and produces uneven shell build-up. Full reasoning in FAQ Q2.
| Application | Best for | Chocolate flow per cycle | Eliminates if… |
|---|---|---|---|
| Drip | Dense centers (nuts, dried fruits, coffee beans) | Higher — falling chocolate stream builds shell thickness efficiently | Centers are lightweight (puffed cereals, rice crisps) — falling chocolate displaces pieces and produces clusters |
| Spray | Lightweight centers (puffed cereals, rice crisps, popcorn) | Lower — distributes chocolate gently over a large surface area | Centers are dense and require fast shell build-up — spray slows shell weight gain and extends cycle time |
Comparison
All three models share coating system, control logic, application options (drip or spray), and auxiliary equipment requirements. What differs is loading capacity and — for BTC2000 — total power. Each model has one role. Full reasoning in FAQ Q5.
| Model | Loading capacity | Total power | Select when | Eliminates if… |
|---|---|---|---|---|
| BTC1000 | 300 L | 4.1 kW | Small batches, frequent recipe changes, lower product inventory per cycle | Production runs single recipes for full shifts — undersized chassis forces additional discharge cycles and reduces effective throughput. Use BTC1500 or BTC2000. |
| BTC1500 | 450 L | 4.1 kW | BTC1000 creates excessive reload frequency, but continuous BTC2000 throughput is not required | Batches are small with frequent changeovers — cleaning downtime rises relative to productive batch volume (use BTC1000); or production is long continuous single-recipe runs — reload frequency rises compared with BTC2000 (use BTC2000). |
| BTC2000 | 600 L | 4.8 kW | Long continuous production runs, fewer discharge interruptions per shift | Recipe changes are frequent or batch sizes are small — oversized chassis runs partially filled and reduces cooling efficiency relative to productive batch volume. Use BTC1000 or BTC1500. |
Coating cycle steps
Each batch runs through a defined sequence controlled by the PLC recipe. Number of cycles, chocolate dose per step, and air duration per step define final coating weight and shell quality.
Coating quality and repeatability
Coating quality is governed by five interdependent variables across every cycle. The PLC automates dosing, timing, and belt motion; the external air system stabilizes the environmental variables. Full reasoning in FAQ Q7.
Warranty and Lead Time
AkayGAM belt coaters carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as loading capacity (BTC1000/1500/2000), application method (drip or spray), and the selected optional devices are built into the machine at manufacture.
Model Specifications
Common to all BTC models
BTC1000, BTC1500 and BTC2000 share the same coating system, control logic, application options, safety features, and auxiliary equipment requirements. The features below apply identically to every model. Differences between models are limited to loading capacity and — for BTC2000 — total power, listed in the per-model tabs that follow.
Tab specifications below show only what differs between models or is optional.
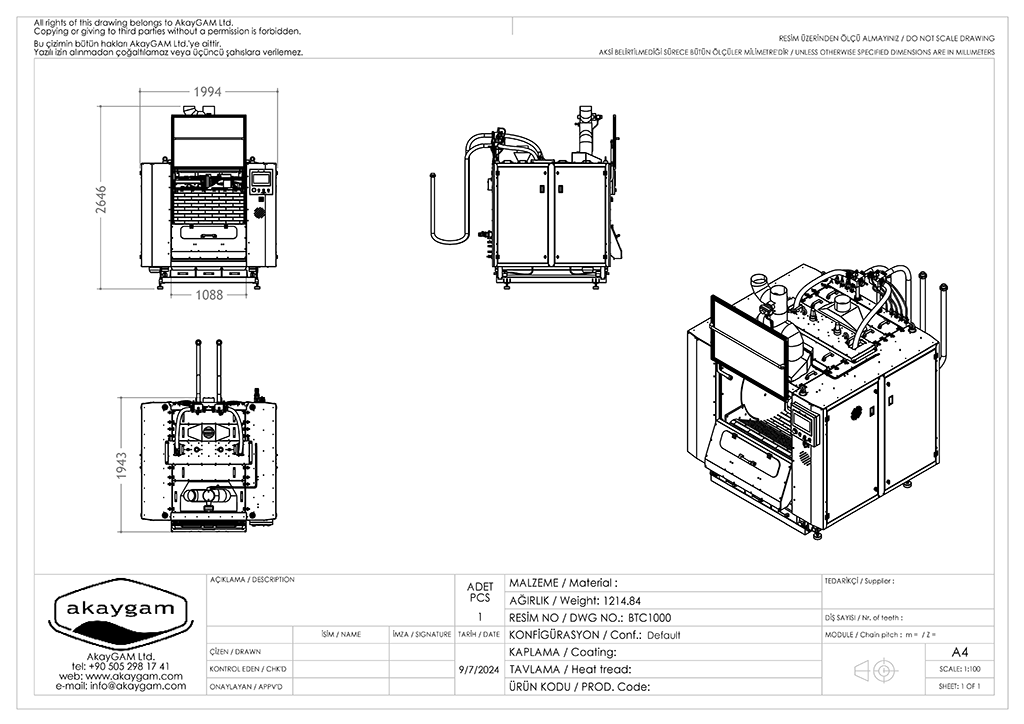
BTC1000 Belt Coater – Technical Features
Role: small batches and frequent recipe changes at 300 L loading capacity. Switch to BTC1500 or BTC2000 for single-recipe full-shift runs — the smaller chassis forces extra discharge cycles and cuts effective throughput. 380 V three-phase.
Base Price 35.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
BTC1000 Technical Drawing
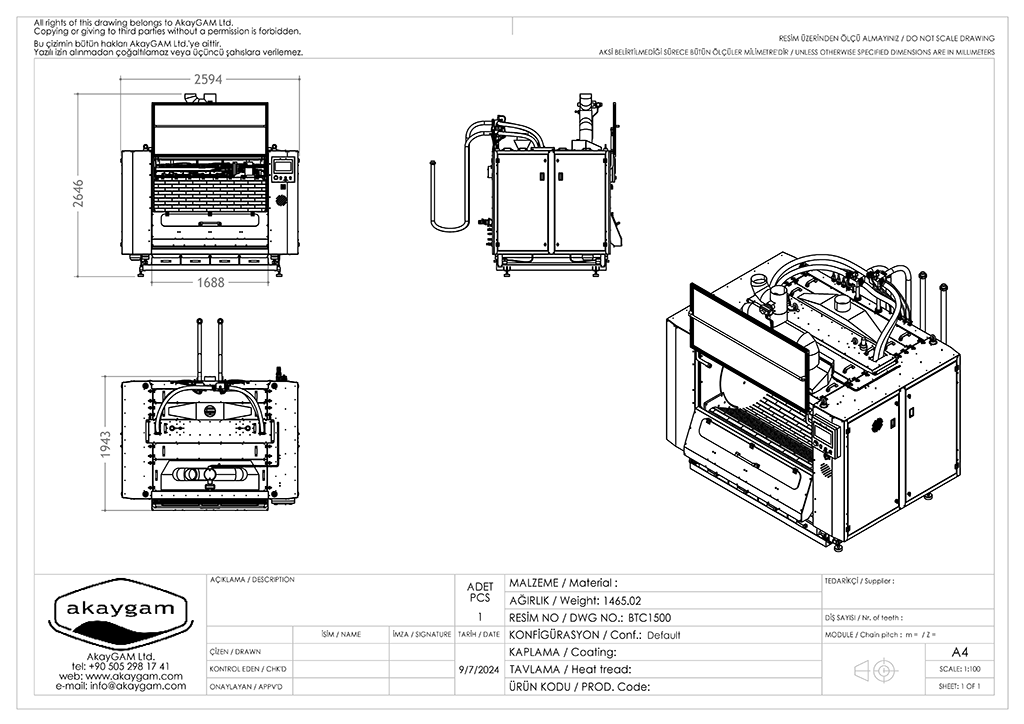
BTC1500 Belt Coater – Technical Features
Role: mid-volume coating at 450 L — when BTC1000 reloads too often but continuous BTC2000 throughput is not required. Switch to BTC1000 for small artisan batches (less cleaning downtime); switch to BTC2000 for long continuous single-recipe runs (fewer reloads). 380 V three-phase.
Base Price 40.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
BTC1500 Technical Drawing
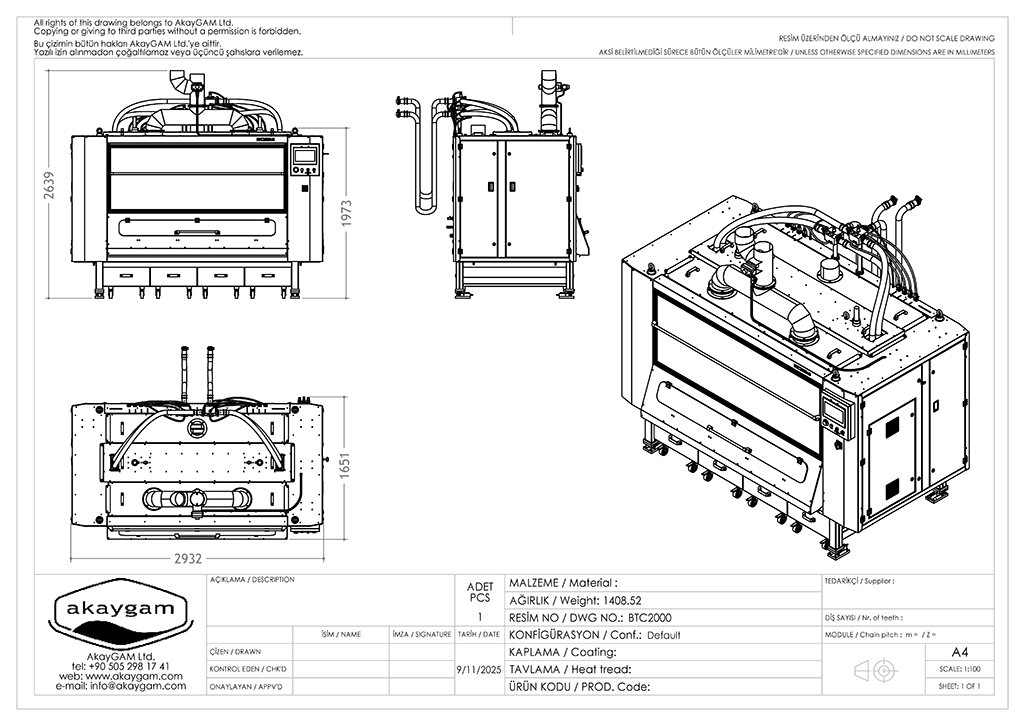
BTC2000 Belt Coater – Technical Features
Role: long continuous production runs at 600 L with fewer discharge interruptions per shift. Switch to BTC1000 or BTC1500 for small batches or frequent recipe changes — the larger chassis runs partially filled and reduces cooling efficiency. 380 V three-phase, 4.8 kW (0.7 kW above the others, for the larger belt drive).
Base Price 45.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
BTC2000 Technical Drawing
Related equipment
The belt coater requires two external systems to operate: a chocolate storage tank with pump to feed the chocolate application body, and a dehumidified cold air source to set the chocolate layer between cycles. A chiller and air cooler are typically used to supply that conditioned air. Without both systems in place, the machine cannot complete a coating cycle.


Frequently Asked Questions
Answers to common questions about AkayGAM belt coaters.
What products can be coated in a belt coater?
A belt coater is designed for free-flowing centers that can roll and tumble during the coating cycle. Typical products include nuts (almonds, peanuts, hazelnuts), dried fruits (raisins, cranberries, dates), coffee beans, cereal centers, puffed cereals, and similar inclusions. The center must have sufficient mechanical strength to withstand repeated tumbling without fracturing. Fragile or irregular pieces that cannot roll freely on the belt are not suitable for this process.
When should spray application be used instead of dripping?
The center weight decides — application is configured at order:
Spraying dense centers slows shell weight gain; dripping lightweight centers displaces pieces and produces clusters.
Is a belt coater the same as a chocolate enrober?
No. A belt coater builds a chocolate shell in multiple timed coating cycles while centers roll and tumble on a horizontal belt inside an enclosed chamber. Each cycle adds a defined layer of chocolate, followed by a setting step with controlled air. A chocolate enrober applies coating in a single continuous pass as products move through a chocolate curtain or bottoming system on a flat conveyor. Enrobers are suited for fixed-shape products moving in a defined orientation; belt coaters are suited for free-rolling centers where shell build-up over multiple cycles defines the final coating thickness.
Why is dehumidified cold air required?
Dehumidified cold air stabilizes the chocolate layer between coating cycles by promoting controlled crystallization of cocoa butter. Without adequate air conditioning, the chocolate surface remains tacky, centers stick together, and shell build-up becomes uneven. Air humidity above 50% RH significantly increases sticking risk and slows setting time. For chocolate panning, process air at 35–45% relative humidity and 12–14°C supports reliable crystallization. The belt coater requires an external dehumidified cold air source; a chiller and air cooler are typically used to supply that conditioned air.
Which BTC model should I choose?
Batch volume and recipe-change frequency decide. All three share the coating system, control logic, drip/spray options, and auxiliary requirements:
BTC2000 draws 0.7 kW more than the others, for the larger belt drive.
Can the machine work with compound coating as well as real chocolate?
Yes. The belt coater processes chocolate, chocolate-flavored compounds, and similar fat-based coating masses. Compound coatings based on vegetable fats set at slightly different temperatures than cocoa-butter-based chocolates. Process air temperature and the number of cycles per layer may need adjustment when switching between real chocolate and compound. The PLC recipe function supports saving separate cycle parameters for each coating type, which allows repeatable results when running multiple products or switching between chocolate and compound on one machine.
What determines coating quality and batch-to-batch repeatability?
Coating quality depends on controlling a set of interdependent variables across every cycle. Chocolate viscosity and temperature define layer thickness and leveling behavior. Air humidity and temperature determine how quickly each layer sets and whether pieces stick together. The choice between drip and spray affects distribution uniformity and clustering risk. Belt speed and batch fill level influence rolling behavior and breakage risk. Cycle design — number of layers, chocolate dose per cycle, setting time between cycles — defines shell build-up and final weight gain. The belt coater supports repeatability by automating dosing, timing, and belt motion through the PLC, while the external air system stabilizes the two most critical environmental variables.
Does the belt coater require a skilled operator?
No specialist panning skill is required to operate a belt coater. The PLC stores named recipes with fixed cycle parameters — chocolate dose per step, belt speed, smoothing air duration, setting air duration — and repeats them automatically. One operator can monitor and manage multiple machines simultaneously. A traditional coating pan requires an experienced operator to judge chocolate application by hand, control the process manually, and tilt or manually discharge the pan after each batch. The belt coater eliminates these dependencies through automated dosing, timed cycle execution, and reversible belt discharge.
Does the chocolate have to be tempered?
Chocolate panning typically uses untempered liquid chocolate, with crystallization induced during the cooling cycles. The chocolate is held at a stable temperature in the storage tank — typically 40–45°C for dark or milk chocolate — and delivered to the coating chamber in a fully melted, untempered state. Crystallization is induced on the center surface by the dehumidified cold air supplied during the setting step, not by pre-seeding the chocolate mass with stable crystals. Each layer solidifies around the rolling center as the cold air extracts heat, building the shell cycle by cycle. Some operators pre-crystallize the chocolate partially before application to influence layer hardness or set time; this is a recipe-level choice, not a machine requirement. Compound coatings based on non-tempering vegetable fats do not require tempering at any stage.
What is the warranty and lead time on AkayGAM belt coaters?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as loading capacity (BTC1000/1500/2000), application method (drip or spray), and the selected optional devices are built into the machine at manufacture.