Chocolate Coating Pan Machine
A chocolate coating pan machine builds chocolate or sugar syrup layers on free-flowing centers through repeated tumbling cycles. It receives prepared centers and performs coating, glazing, and polishing before packaging. First eliminate products that cannot tumble; then select by batch size, process-air source, and discharge method.
Also called a chocolate panning machine, chocolate panner, or dragee panning machine.
Chocolate panning and sugar coating use the same machine but require different process-air conditions. Chocolate panning requires cool dehumidified air for controlled cocoa butter crystallization. Sugar coating requires process air matched to the hard- or soft-panning method. Process type defines the air requirement; it does not select the basic pan size.
VIDEO I VIDEO IIFirst Decision: Can the Product Tumble Freely?
Coating pans require free-flowing centers. Suitable: nuts, dried fruits, lentils, cereal centers, and similar products that tumble freely and coat uniformly.
Unsuitable: flat products, slabs, bars, and sticky masses. Products that do not tumble freely coat unevenly and become difficult to process; flat or fixed-shape products generally require an enrober instead.
Chocolate Panning Machine Selection by Batch Size
Batch size selects the machine architecture. Process-air availability separates the two 70 kg models. Discharge method becomes decisive at the largest batch size.
Up to 6 kg → CP400. Laboratory trials, R&D, and recipe development. Production use forces excessive cycle count and limits throughput.
Approximately 70 kg → CP1000 or CP1000INTCOOL. Choose CP1000 when a climate-controlled room or external conditioned-air system is available. Choose CP1000INTCOOL when it is not. Selecting CP1000 without conditioned air prevents reliable chocolate crystallization. Selecting CP1000INTCOOL where conditioned air already exists adds cost without increasing batch capacity.
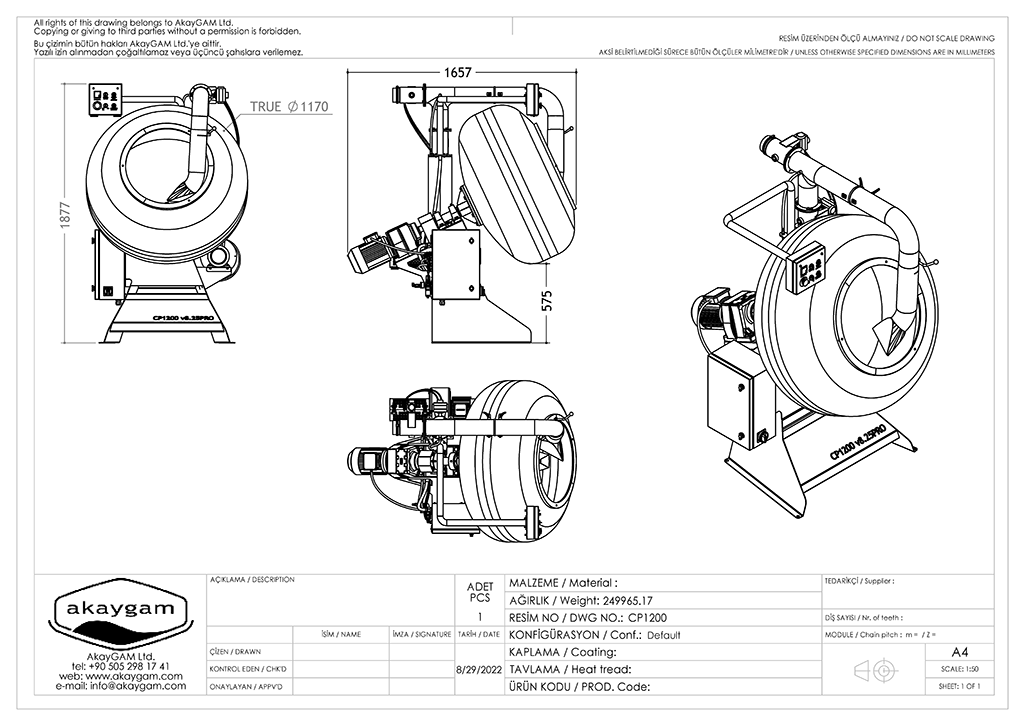
Approximately 140 kg → CP1200. Select when 70 kg is insufficient and manual discharge remains acceptable. Chocolate panning requires conditioned room air or an external conditioned-air system. Selecting CP1200 for frequent large-batch unloading increases operator handling and extends batch turnover.
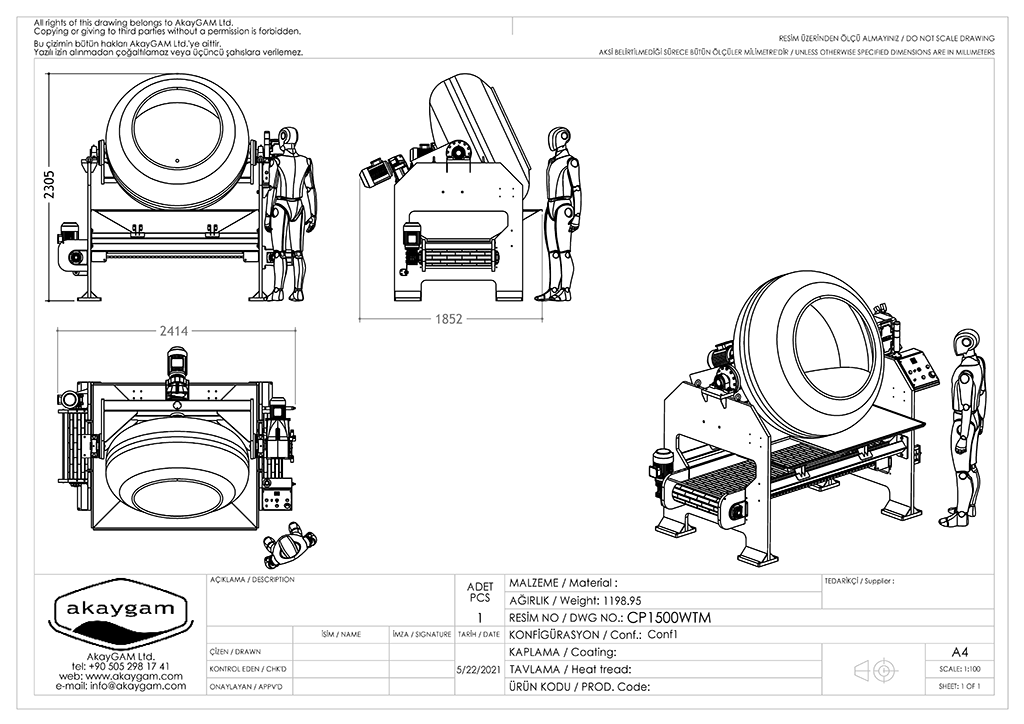
Approximately 220 kg → CP1500WTM. Select when routine unloading makes manual discharge impractical. Tilting discharge reduces manual handling. The tilting mechanism changes discharge architecture; it does not provide built-in process-air cooling.
Share
 CP400
CP400

 CP1000
CP1000
 CP1000INTCOOL
CP1000INTCOOL
 CP1200
CP1200
 CP1500WTM
CP1500WTM
Model Range — Comparison
All models build coating layers on free-flowing centers through repeated coating cycles. What differs is batch capacity, air handling, and discharge method. Each model has one role. Picking the wrong model increases cycle time, operator handling, or cooling complexity.
| Model | Batch capacity | Air handling | Discharge | Select when | Eliminates if… |
|---|---|---|---|---|---|
| CP400 | 6 kg | Optional dimmer-controlled ambient air blowing; optional PID heating | Manual | Lab, R&D, recipe testing | Production batches — undersized chassis forces excessive cycle count and limits throughput. Use CP1000 or larger. |
| CP1000 | 70 kg | Optional VFD blowing, PID heating, filtered blower; external chiller + air cooler optional | Manual | Sugar syrup coating (any room conditions); chocolate panning in climate-controlled rooms or with external conditioned air supply | Chocolate panning where cool dehumidified process air is unavailable — shells can become sticky, set unevenly, or crystallize slowly depending on room humidity and temperature. Use CP1000INTCOOL. |
| CP1000INTCOOL | 70 kg | Built-in air heating and cooling | Manual | Chocolate panning when cool dehumidified process air is unavailable on the shop floor (no climate-controlled room, no external chiller and air cooler) | Process is sugar syrup coating, or chocolate panning is already supported by climate control or external conditioned air — built-in cooling is then redundant capital. Use CP1000. |
| CP1200 | 140 kg | Optional VFD blowing, PID heating, filtered blower | Manual | CP1000 batch size is too small, but CP1500WTM tilting discharge is not required | Routine large batches with frequent unloading — manual discharge of 140 kg-class batches increases unloading time and operator handling. Use CP1500WTM. |
| CP1500WTM | 220 kg | Adjustable pan speed; external air handling per recipe | Tilting (variable angle, limit switches, VFD acceleration/deceleration) | Routine 220 kg-class batches where repeated manual unloading starts reducing batch turnover | Batches are small or unloading is infrequent — tilting mechanism is then unused capital. Use CP1200 or below. |
Chocolate panning vs sugar syrup coating
The CP series runs both processes, but they behave differently in the pan. The critical process variables are not the same, and the equipment configuration that supports one is not what supports the other.
| Process | Methods | Critical mechanism | Process air | Cooling requirement | Switch point |
|---|---|---|---|---|---|
| Chocolate panning | Hard or soft panning with cocoa-butter-based coatings | Cocoa butter crystallization on the center surface, layer by layer | Cool dehumidified air; insufficient cool dehumidified process air increases sticking risk, slows cocoa butter crystallization, and makes shell build-up uneven | Critical — without cool dehumidified air, shells stay tacky and centers stick together | CP1000INTCOOL when the room cannot reliably provide cool dehumidified air for cocoa butter crystallization. |
| Sugar syrup coating | Hard panning with sugar syrups; soft panning with concentrated syrups and dusting powders | Hard panning: solvent evaporation and surface drying. Soft panning: layer build-up with cold or limited drying air; final hardening over time | Hard panning: warm dry air drives evaporation. Soft panning: cold or limited drying air, often only between syrup applications | Secondary — cool air is not required for either method; warm dry air for hard panning, minimal air for soft panning | Standard CP1000 / CP1200 / CP1500WTM; PID-controlled heating and VFD-controlled blowing are optional for hard panning |
Polishing and glazing cycles can run in the same pan after either process, with recipe parameters adjusted for the finishing agent (wax, edible shellac, or sugar glaze).
Pan Interior: Ribbed Surface
Uniform tumbling is critical during chocolate coating, sugar syrup coating, glazing, and polishing cycles. Ribbed pan interiors lift and tumble the centers instead of allowing them to slide along the wall. This supports more even layer build-up and surface finish, particularly with nuts, dried fruits, and irregular centers.
Products that slide instead of tumble become more difficult to coat or polish uniformly.
Warranty and Lead Time
AkayGAM coating pans carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as pan diameter and loading capacity (CP400/CP1000/CP1000INTCOOL/CP1200/CP1500WTM), air handling (heating, cooling, blowing), discharge method (manual or tilting), and electrical supply are built into the machine at manufacture.
Model Specifications
Common to all models
CP400, CP1000, CP1000INTCOOL, CP1200 and CP1500WTM share construction material and basic drive control. What differs by model is pan diameter, loading capacity, air handling (heating/cooling/blowing), discharge method (manual vs tilting), electrical supply, and total power — listed in the per-model tabs that follow.
Tab specifications below show only what differs between models or is optional.
CP400 coating pan - technical features
Role: lab, R&D, and recipe testing at 6 kg loading capacity. Switch to CP1000 or larger for production — the undersized chassis forces excessive cycle count and limits throughput.
VIDEOBase Price 2.700,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
CP400 technical drawing

CP1000 coating pan - technical features
Role: default 70 kg-class pan for sugar syrup coating, and for chocolate panning when conditioned process air is available (climate-controlled room or external chiller and air cooler). Switch to CP1000INTCOOL for chocolate panning where conditioned process air is unavailable.
Base Price 6.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
CP1000 technical drawing

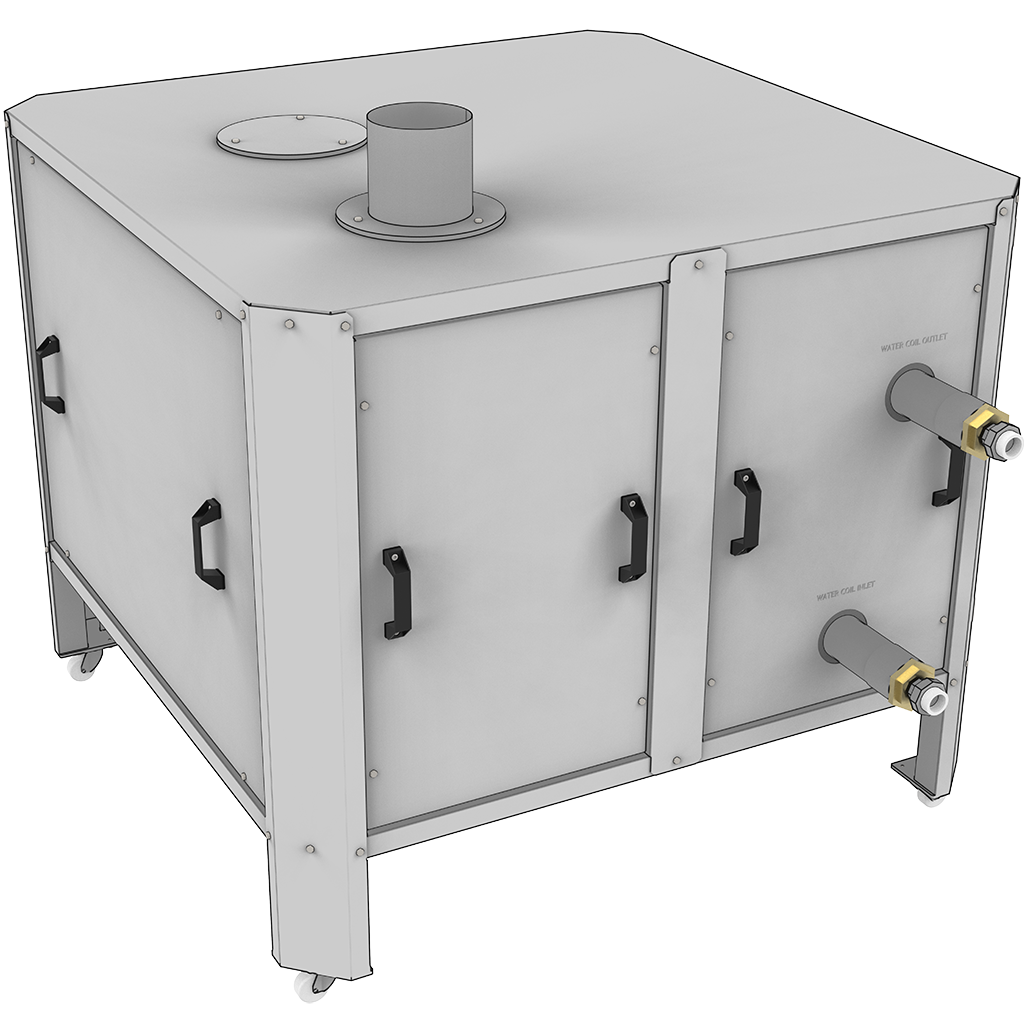
CP1000INTCOOL coating pan - technical features
Role: 70 kg chocolate panning when cool dehumidified process air is unavailable — built-in air heating and cooling supplies conditioned air directly to the pan. Switch to CP1000 when room climate control or an external chiller and air cooler already supply conditioned air, or for sugar syrup coating, where built-in cooling is redundant capital.
Price 13.000,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the base price.
CP1000INTCOOL technical drawing

CP1200 coating pan - technical features
Role: 140 kg manual-discharge panning — fills the gap between 70 kg production and 220 kg-class tilting discharge. Switch to CP1500WTM for routine large batches with frequent unloading, where manual discharge increases unloading time and operator handling.
Base Price 7.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
CP1200 technical drawing
CP1500WTM coating pan - technical features
Role: 220 kg-class panning with tilting discharge, for routine batches where repeated manual unloading reduces turnover. Switch to CP1200 or below when batches are small or unloading is infrequent — the tilting mechanism is then unused capital.
Base Price 19.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
CP1500WTM technical drawing
Related equipment
Dosing and air handling on the coating pan can be supported by external equipment. Use a chocolate sprayer for repeatable chocolate or syrup dosing instead of operator-controlled application. For chocolate panning where cool dehumidified process air is unavailable (and a CP1000INTCOOL with built-in cooling is not used), supply conditioned air to the pan with a chiller and a chilled-water air cooler. For sugar syrup coating, cool dehumidified air is not critical — warm process air supports drying and evaporation instead.


Frequently Asked Questions
Answers to common questions about AkayGAM chocolate coating pan machines.
Can coating pans run both chocolate panning and sugar syrup coating?
Yes. All CP models run both processes. The two behave differently in the pan. Chocolate panning relies on cocoa butter crystallization and needs cool dehumidified process air. Sugar syrup coating depends on the coating method — hard panning requires controlled drying and evaporation; soft panning may use cold processing and limited drying air.
What products cannot be coated in a pan?
Coating pans require free-flowing centers that tumble as the pan rotates. Unsuitable products and their correct machine:
Do coating pans require cool process air?
Only for chocolate panning. Chocolate panning relies on cocoa butter crystallization and requires cool dehumidified process air — either from a climate-controlled room, from an external chiller and air cooler, or from CP1000INTCOOL's built-in cooling. Sugar syrup coating does not require cool air; warm dry air drives hard panning, and soft panning may use cold or limited drying air.
What does the preglazing stage do in chocolate panning?
Preglazing seals the center surface before chocolate is applied. A thin syrup layer is applied while the product rolls in the pan. The purpose is to limit oil migration from nut-based centers into the chocolate layer, reducing softening and fat bloom risk. Syrup is dosed in small portions; controlled process air dries each application before the next. Syrup viscosity is tuned with gum arabic; partial glucose syrup addition limits crystallization. For high-moisture or sticky centers (preserved fruits, soft confectionery centers), dry dusting powders are applied between syrup layers to stabilize the surface and keep rolling uniform. Preglazing may be reduced or omitted on thin target coatings — but skipping it on nut-based centers increases fat bloom and softening risk in the finished chocolate layer.
What happens during the panning (chocolate application) stage?
Panning is the main chocolate coating phase. Chocolate is applied in successive portions while cool dehumidified air is introduced to drive cocoa butter crystallization layer by layer. Airflow direction and volume are tuned to keep distribution even and prevent centers sticking together. Without cool dehumidified process air, shells stay tacky, crystallization slows, and centers stick together — this is the stage that drives the CP1000INTCOOL requirement when conditioned room air is unavailable.
What does the final glazing stage do?
Final glazing sets surface appearance and handling properties. A syrup-based glaze is first applied in multiple thin layers with intermediate drying using reduced-humidity air, until surface tackiness disappears. After a resting period in a controlled environment, a finishing glaze is applied in the same pan. Two categories of finishing glaze are used: wax-based glazes for a protective finish with moderate sheen, and shellac-based glazes for high-gloss surfaces. Parameters adjust by product sensitivity, batch mass, and target surface quality. Skipping the resting period before the finishing glaze produces uneven gloss and surface defects.
What is the difference between a coating pan and a chocolate enrober?
A coating pan builds coating layers on free-flowing centers through repeated tumbling cycles inside a rotating drum. A chocolate enrober coats fixed-shape products in a single continuous pass through a chocolate curtain on a flat conveyor. Pans are for tumbling-suitable centers (nuts, dried fruits, lentils, confectionery centers); enrobers are for slabs, bars, and other flat or fixed-shape products.
What is the difference between CP1000 and CP1000INTCOOL?
Both are 70 kg-class pans. Conditioned-air availability decides:
What is the difference between hard panning and soft panning?
Both are sugar syrup coating methods:
Why are ribbed pan interiors used?
Ribbed pan interiors lift and tumble the centers instead of allowing them to slide along the wall. This supports uniform tumbling during chocolate coating, sugar syrup coating, glazing, and polishing cycles. Products that slide instead of tumble become more difficult to coat or polish uniformly. Ribs are fitted on CP400, CP1000, CP1200, and CP1500WTM; CP1000INTCOOL uses an alternative interior design suited to its built-in air-conditioning architecture.
How does the CP1500WTM tilting discharge mechanism work?
CP1500WTM rotates the pan to a controlled angle for discharge, releasing the 220 kg-class batch through gravity instead of manual scooping. The working angle is adjustable. Limit switches prevent mechanical interference and make discharge repeatable across cycles. VFD acceleration and deceleration settings are tuned to reduce shock loads on the gearbox and transmission elements during the tilt cycle. Frame: stainless steel or painted black steel. On smaller manual-discharge models (CP400, CP1000, CP1000INTCOOL, CP1200), discharge is operator-controlled with no tilting mechanism.
What is the warranty and lead time on AkayGAM coating pans?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as pan diameter and loading capacity, air handling (heating, cooling, blowing), discharge method (manual or tilting), and electrical supply are built into the machine at manufacture.