Standalone Chocolate Enrober
The EM200 Series is a standalone chocolate enrober for factories that already have a tempering machine and cooling tunnel. It applies tempered chocolate to flat-bottom products on a stainless steel wire mesh belt, sitting between the tempering machine and the cooling tunnel. If tempering and cooling are not installed, select the ENL200 chocolate enrobing line instead.
Also known as a chocolate coating belt, chocolate covering machine, or chocolate curtain coater.
VIDEO IMachine Boundary: First Eliminate Wrong Coating Methods
Use an enrober only when the product can travel flat on a wire mesh belt. Round free-flowing centres need a coating pan. Bulk loose centres need a belt coater. If tempering and cooling are not installed, select the ENL200 enrobing line instead.
Tempering Source: First Decide
The enrober receives tempered chocolate from an upstream tempering source. Couple to a continuous tempering machine for routine production, or to a wheel tempering machine for small batches and workshop use. Untempered chocolate produces dull, soft, fat-bloomed coatings.
Model Selection: Second Decide
One decision: mounting height, matched to the height of the tempering machine feeding it. Both models share the same 200 mm wire mesh belt and 0.55 kW drive — throughput is identical. Only the frame height differs.
Bench-height temperer → EM200TT. Tabletop frame, coupled to a tabletop temperer (TTWBTM20, 20 kg). Pairing it with a floor-standing temperer leaves the curtain inlet below the temperer outlet.
Floor-standing or continuous temperer → EM200. Same machine on legs at floor height, coupled to a floor-standing temperer (WBTM50, 50 kg) or a continuous temperer. Putting it next to a bench temperer raises the curtain inlet above the temperer outlet.
Share
 EM200TT
EM200TT

 EM200
EM200
What a chocolate enrober does
An enrober coats a pre-formed centre by carrying it on a wire-mesh belt through a continuous falling curtain of tempered chocolate, while a roller or trough beneath the mesh coats the underside. Excess chocolate drains through the mesh into a sump and is recirculated to the curtain. An air blower and a vibrating section remove surplus coating and level the surface, and a tail-cutting (detailer) rod trims the strand between the enrobing belt and the take-away belt before the pieces pass to a cooling tunnel. The wire-belt-and-sump recovery arrangement was the central invention behind the first enrobers and remains the core of the process.
The enrober does not temper and does not cool: it must be fed already-tempered chocolate from an upstream tempering source, and the coated pieces must pass to a downstream cooling tunnel to set. Most real (cocoa-butter) chocolate requires roughly eight minutes in the cooling tunnel; compound coatings on vegetable fat set faster and need no tempering.
Design and operating principles of the EM200 enrobing belt
The EM200 enrobing belt system is built around a stainless steel wire mesh conveyor that supports controlled chocolate curtain coating and efficient chocolate recovery. Excess chocolate passes through the mesh into the collection area for recirculation, supporting stable operation and reduced waste.
Underside coating (bottoming) is achieved using a plate or trough positioned beneath the mesh, combined with an adjustable roller to control chocolate pickup. Downstream of the curtain zone, finishing elements including an air blower and vibration section help remove excess chocolate, level the surface, and improve edge definition.
A detailing rod positioned between the end of the enrobing belt and the take-away belt supports tail cutting and cleaner product transfer. The arrangement of these elements allows coating behavior to be tuned mechanically without altering the basic line layout.
When chocolate recirculation is used, temper management becomes critical. Part of the returning chocolate stream may be conditioned and blended with freshly tempered chocolate to maintain curtain stability and consistent coating behavior during continuous operation.
How to choose EM200TT vs EM200
The selection criterion between EM200TT and EM200 is mounting height, set by the height of the tempering machine that feeds the enrober. Both models use the same 200 mm wire mesh belt and 0.55 kW drive; throughput and coating behavior are identical.
EM200TT tabletop enrober is a bench-height frame intended to couple to a tabletop tempering unit such as the TTWBTM20. At bench height, the curtain inlet sits level with the temperer outlet, and the smaller footprint suits workshops, R&D environments and counter-top installations.
EM200 enrober is the same machine on legs at floor height, intended to couple to a floor-standing or continuous tempering machine such as the WBTM50. The floor frame keeps the curtain inlet level with a floor-height temperer outlet when the enrobing stage is integrated into a standing line.
In summary, EM200TT is chosen when the temperer is a tabletop unit and EM200 when the temperer is floor-standing or continuous. The two enrobers are otherwise identical; matching the frame height to the tempering machine keeps the chocolate transfer level and the curtain stable.
Enrober vs coating pan vs molding
The forming method follows the centre and the finish. Each row maps a condition to one machine.
| Method | Centre / product | How coating is applied | Finish geometry | Eliminates if… |
|---|---|---|---|---|
| Enrober (EM200TT / EM200) | Pre-formed, firm, flat-based centres: bars, biscuits, wafers, nuts, fondant or marzipan slabs, dried fruit | Falling curtain over the top and sides, roller/trough underneath; ~2 mm coating, around 25–35% of finished weight | Flat-based piece with a coated top and sides; one pass | Centre must be coated all-round with no flat spot, or is small and free-flowing — use a coating pan |
| Coating pan | Small, robust, free-flowing centres: nuts, raisins, dragees, lentils | Repeated thin layers built up on a tumbling bed; many cycles | All-round shell, no flat spot; multi-layer build-up | Centre is flat or fragile, or a single curtain coat is wanted — use an enrober |
| Molding line | Solid or shell-moulded chocolate pieces formed in a mould | Tempered chocolate deposited into moulds, cooled, demoulded | Moulded shape; no separate centre required | A separate pre-formed centre is being coated — use an enrober or pan |
Standalone enrober or complete enrobing line
Once the enrober is the right coating method, one decision remains: standalone EM200 or the ENL200 line with tempering and cooling included. Existing equipment decides.
| Requirement | EM200 Enrober | ENL200 Line |
|---|---|---|
| Tempering machine already installed | Yes — required upstream | Not required — included |
| Cooling tunnel already installed | Yes — required downstream | Not required — 6 m tunnel included (up to 10 m) |
| Need complete coating line | No — coating stage only | Yes — tempering, enrober, cooling in one line |
| Need only the coating stage | Yes — 200 mm belt, 0.55 kW | No — over-specified for a single stage |
Coating control: what each element does
On a curtain enrober, coating weight, edge cleanliness, and gloss are set by a small number of interacting variables. Each one has a stated failure mode if it is wrong.
| Element | Controls | Set by | If wrong |
|---|---|---|---|
| Chocolate temper & viscosity | Coverage, gloss, snap, set time | Upstream tempering machine; viscosity from fat and temperature | Untempered or over-tempered chocolate sets dull and soft and blooms; high viscosity gives thick bottoms and feet |
| Air blower | Top and side coating thickness; bubble removal | Variable blower speed; pressure roughly 0–4 psig (≈0–0.3 bar) at the nozzle | Too little leaves an over-thick pooled top; too much strips the coating and disturbs the curtain. Blower output must rise with belt speed to hold thickness constant |
| Vibration section | Excess removal; even bottom coverage | Adjustable shaking of the mesh | Too little leaves a thick uneven coat; too much marks the surface and loses detail |
| Bottoming roller / trough | Underside coating thickness | Adjustable roller gap under the mesh | Chocolate too hot or too cold, or an excessive layer, leaves feet on the base; a moist centre repels the bottom coat |
| Detailer (tail-cutting) rod | Tail trimming and clean transfer | Rod position and transfer spacing to the take-away belt | Wrong setting or spacing leaves tails and thick bottoms at transfer |
| Belt speed | Throughput and residence under the curtain | Adjustable belt drive | Higher speed needs proportionally more blower output to hold coating weight; mismatch shifts thickness batch to batch |
Model Specifications
Common to all models
Tab specifications below show only what differs between models.
EM200TT tabletop enrober - technical features
Role: bench-height curtain coating, coupled to a tabletop tempering machine. Switch to EM200 when the temperer is floor-standing or continuous — a tabletop frame cannot align with a floor-height temperer outlet. Same 200 mm belt as the EM200. Pairs with tabletop tempering (e.g. TTWBTM20). 220 V single-phase, 0.55 kW.
Price 7.500,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the base price.
The EM200TT is a bench-height enrobing station that couples to a tabletop tempering machine, keeping curtain inlet and temperer outlet at the same working height.
EM200TT technical drawing

EM200 enrober - technical features
Role: floor-height curtain coating, on legs, coupled to a floor-standing or continuous tempering machine. Switch to EM200TT when the temperer is a tabletop unit — a floor frame raises the curtain inlet above a bench-height temperer outlet. Same 200 mm belt as the EM200TT. Pairs with floor-standing tempering (e.g. WBTM50). 220 V single-phase, 0.55 kW.
Price 7.700,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the base price.
The EM200 is the same enrober on legs at floor height, coupling to a floor-standing or continuous tempering machine so curtain inlet and temperer outlet sit at the same level.
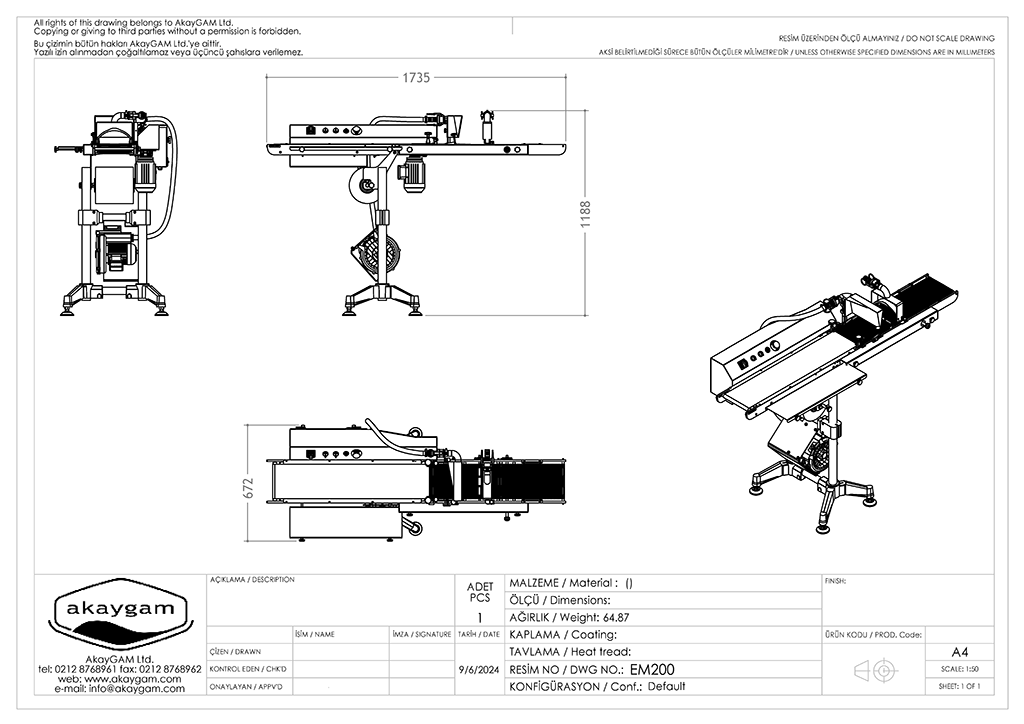
EM200 technical drawing
Related equipment
The enrober is fed by an upstream wheel tempering machine, matched by height. The bench-height TTWBTM20 (20 kg) pairs with the tabletop EM200TT, and the floor-standing WBTM50 (50 kg) pairs with the floor-standing EM200. A height mismatch between temperer outlet and curtain inlet disrupts the chocolate transfer.
Need tempering and cooling included? See the ENL200 chocolate enrobing line.

