Cocoa Butter & Vegetable Fat Melting Tank
A fat melting tank melts solid fats — cocoa butter, palm oil, vegetable shortening — into a temperature-stable liquid for transfer. With optional load cells or a flowmeter, the tank transfers a target mass or volume per cycle. It sits upstream of pre-mixers and chocolate ball mill refiners.
VIDEOFat Melting Tank Selection: First Decision
Input format determines the group. Capacity and energy profile determine the model. Selection is driven by fat input format, required volume per cycle, and electrical supply. A wrong selection either limits batch volume, adds about 40 minutes to each whole-block cycle, or specifies a grid model that cannot run on a single-phase site.
Drops, chips, pre-cut, or whole-block input → FMT50 / FMT100 / FMT200. Single-phase 220 V. No melting grid. Insulated reservoir. Melt time: ~90 min for pre-cut input. Heat reaches the center of a whole block last, increasing melt time. No pump integration. Choose a grid model if the line is pump-fed, or if cycle time is production-critical with whole-block input.
Whole fat blocks → FMT300 / FMT500 / FMT500INS / FMT1000INS. Requires 380 V three-phase supply. Hot-water grid melts blocks placed directly on it in ~50 min. Optional pump with load cells or flowmeter for metered transfer; the flowmeter requires the pump. Not available on single-phase supply.
Lower energy use per operating hour, or mixtures containing suspended solids → FMT500INS / FMT1000INS. Glass wool insulation around the water jacket limits heat exchange with the room. The jacket retains heat longer. The heater cycles less often. Less waste heat enters the room. Optional pneumatic agitation prevents phase separation in cocoa liquor blends. Agitation requires the fixed grid; not compatible with the rotatable grid option.
Share
 FMT50
FMT50
 FMT100
FMT100
 FMT200
FMT200
 FMT300
FMT300
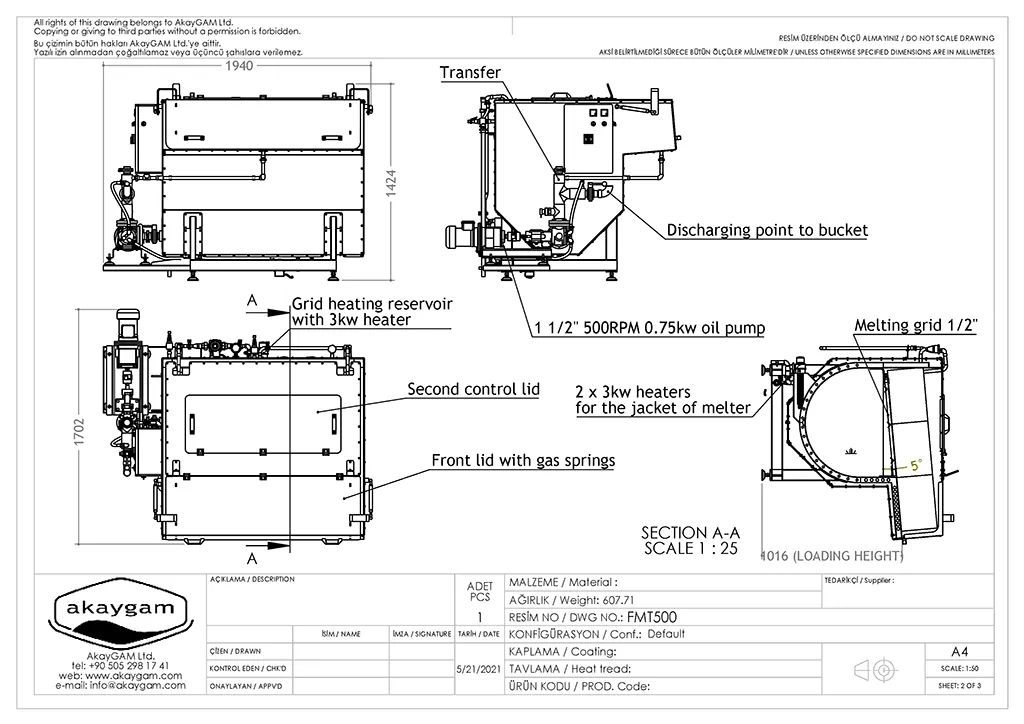
 FMT500
FMT500
 FMT500INS
FMT500INS
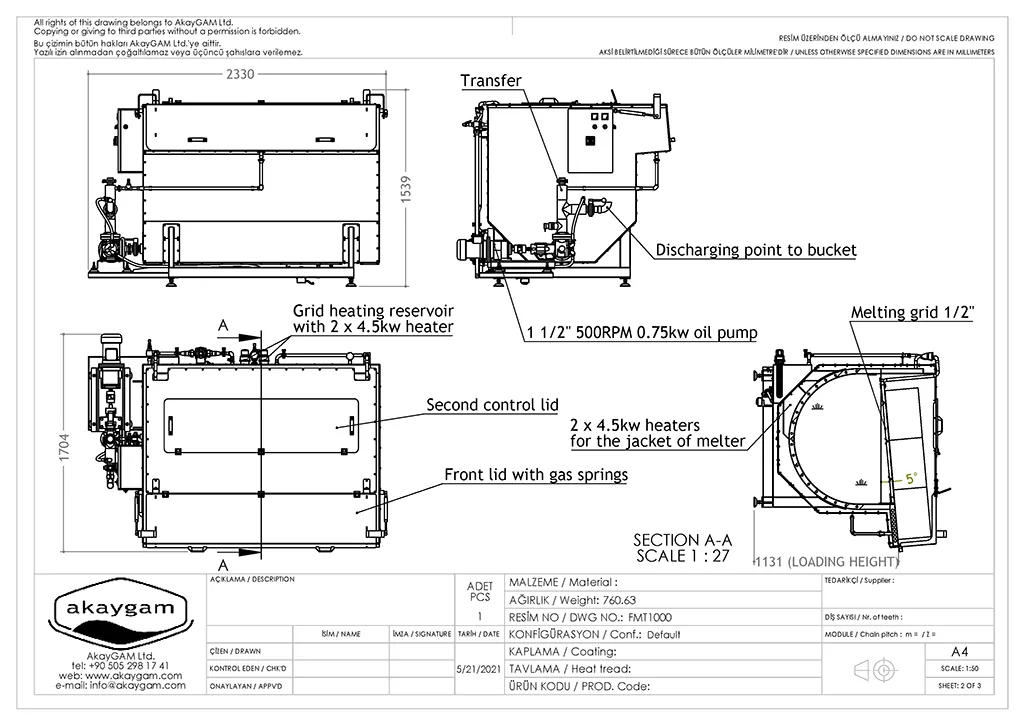
 FMT1000INS
FMT1000INS
No-Grid vs. Melting Grid: Choose One
No grid — FMT50 / FMT100 / FMT200. The water jacket heats from the outside. Best for drops, chips, and pre-cut fat. Smaller pieces increase jacket contact and reduce melt time. Whole blocks can be loaded but require longer cycle time due to slower heat penetration. Single-phase only. No pump integration.
Hot-water circulation grid (FMT300 and above). Blocks rest on a grid carrying heated water. Heat is introduced at the block surface from below. Typical melt time: ~50 min. Vertically opening lid with gas spring. Requires 380 V three-phase supply. Optional pump with load cells or flowmeter for metered transfer; the flowmeter requires the pump. For uncut blocks where cycle time is production-critical, the grid is the correct choice. The no-grid option typically adds around 40 min per batch — repeated every cycle, this reduces daily throughput.
Insulation: Energy Saving
Glass wool insulation around the water jacket limits heat exchange with the room in both directions. Heat loss from the jacket falls. Room temperature has less influence on the jacket. Heater duty cycle drops during continuous operation. Energy consumption per hour falls. Less waste heat enters the room.
The benefit applies during every operating hour — active melting, transfer, or holding. FMT300 and FMT500 are not insulated. FMT500INS and FMT1000INS are insulated and also support the optional pneumatic agitation actuator. A non-insulated model in continuous operation consumes more energy per hour and releases more waste heat into the room.
Model Range — Comparison
One row eliminates one model. Read the “Eliminates if…” column first.
| Model | Capacity | Power | Supply | Grid | Insulation | Agitation | Pump / Load Cells | Eliminates if… |
|---|---|---|---|---|---|---|---|---|
| FMT50 | 50 L | 0.7 kW | 220 V / 1-phase | No | Yes | No | No | You need a pump, or whole-block cycle time is production-critical |
| FMT100 | 100 L | 1.0 kW | 220 V / 1-phase | No | Yes | No | No | You need a pump, or whole-block cycle time is production-critical |
| FMT200 | 200 L | 1.5 kW | 220 V / 1-phase | No | Yes | No | No | You need a pump, or whole-block cycle time is production-critical |
| FMT300 | 300 L | 6 kW | 380 V / 3-phase | Yes | No | Optional | Optional | Single-phase supply only, batch volume exceeds 300 L, or you need lower energy use per operating hour (choose an INS model) |
| FMT500 | 500 L | 6 kW | 380 V / 3-phase | Yes | No | Optional | Optional | Single-phase supply only, batch volume is 300 L or below (FMT300 sufficient), or you need lower energy use per operating hour (choose an INS model) |
| FMT500INS | 500 L | 7.3 kW | 380 V / 3-phase | Yes | Yes | Optional | Optional | Batch volume exceeds 500 L (choose FMT1000INS) |
| FMT1000INS | 1000 L | 7.3 kW | 380 V / 3-phase | Yes | Yes | Optional | Optional | Batch volume is 500 L or below (FMT500INS sufficient) |
Agitation: Required for Mixtures with Suspended Solids
Pure liquid fats — cocoa butter, palm oil — need no agitation after full melt. Mixtures containing suspended solids, such as cocoa liquor diluted with cocoa butter, will phase-separate during holding without agitation. The result is uneven fat composition at the transfer point. Downstream consistency suffers.
Agitation is available on FMT300 and above as an optional pneumatic oscillating actuator. It requires the fixed grid. It is not compatible with the rotatable grid option; choosing the rotatable grid removes agitation. Undiluted cocoa liquor is not suitable regardless of agitation. Dilute with liquid fat before processing.
Transfer Control: FMT300 and Above Only
Tabletop models (FMT50–200) have no pump integration — manual or gravity transfer only. Not configured for pump-fed lines.
FMT300 and above accept an optional fat transfer pump. A flowmeter (volume-based) or load cells (weight-based) can be added. Both require the pump. Load cells enable weight-triggered metered transfer — the tank acts as a metered buffer, dispensing a target mass per cycle. Without this control, feed quantity is operator-dependent and varies batch to batch.
Fat Melting Tank Position in the Production Line
Fat melting tanks install upstream of pre-mixers and chocolate ball mill refiners. Liquid fat must enter the pre-mixer before dry ingredients. Loading dry material first risks blocking the mixer inlet, and the pump stalls. On lines without a pre-mixer, liquid fat enters the ball mill first; solids follow gradually. Adding all solids at once before liquid fat is present will block the grinding chamber inlet.
Maintenance, Wear Parts, and Warranty
Heater protection: Run the water jacket with 30% FDA-approved glycol. This prevents calcium scale and mud build-up, keeping the jacket clean and extending the life of the PID-controlled electric heaters. Plain water allows scale to form, which causes heaters to burn out prematurely.
Grid cleaning (FMT300+): The rotatable grid option allows operators to rotate the grid 90 degrees to access and clean the bottom reservoir. If the fixed grid with pneumatic agitation is selected, cleaning requires flushing the tank through the drain valve.
Warranty & Lead Time: AkayGAM fat melting tanks include a 1-year warranty against manufacturing and construction defects. Standard lead time is 3–4 months from order, as industrial configurations (three-phase, load cells, agitation) are built to your specific facility requirements.
Model Specifications
Common to all models
Tab specifications below show only the parameters that differ between models.
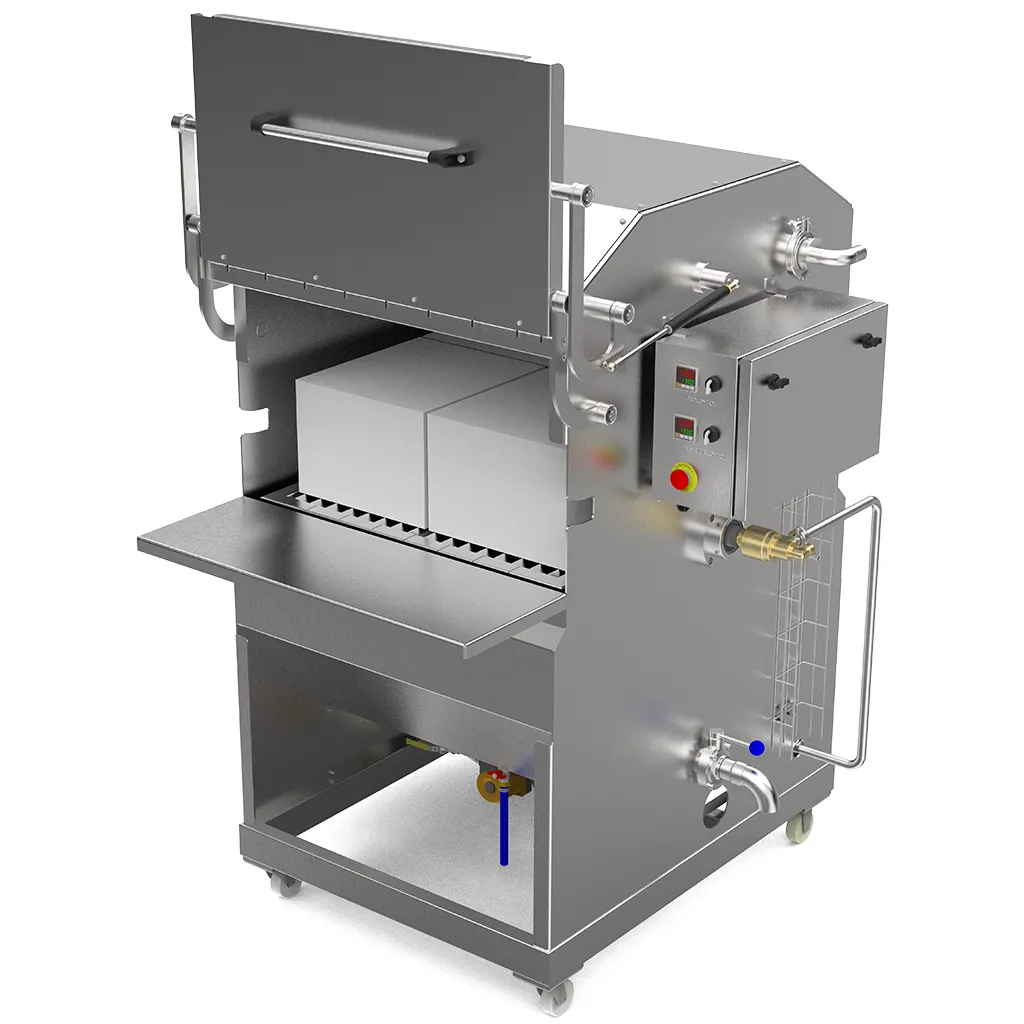
FMT50 Tabletop Fat Melting Tank (No-Grid) – Technical Features
The FMT50 is a compact tabletop cocoa butter melter for drops, chips, pre-cut, or whole-block fat. For workshops and pilot-scale confectionery production. Single-phase only. No pump integration. Uncut blocks require longer cycle time due to slower heat penetration.
VIDEOPrice 4.500,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the price.
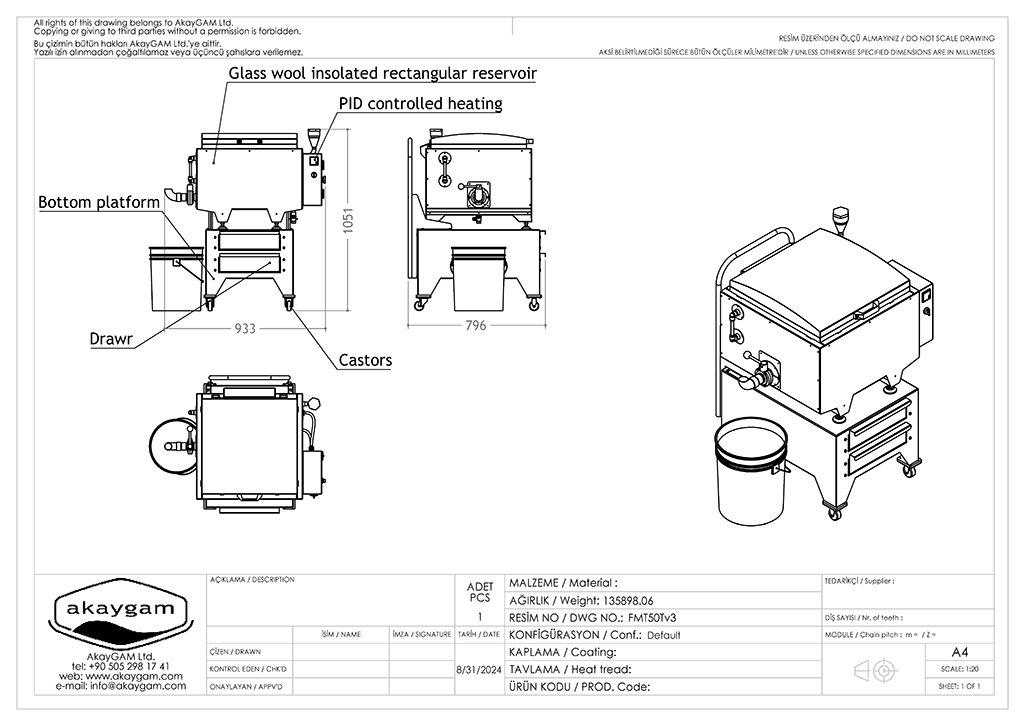
FMT50 Tabletop Fat Melter – Dimensions
FMT100 No-Grid Fat Melting Tank – Specifications
The FMT100 melts and holds cocoa butter and vegetable fats. Accepts drops, chips, pre-cut, or whole-block input. Two blocks fit. Single-phase only. No pump integration. Whole blocks take longer because heat transfer starts from the outside surface.
Price 5.000,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the price.
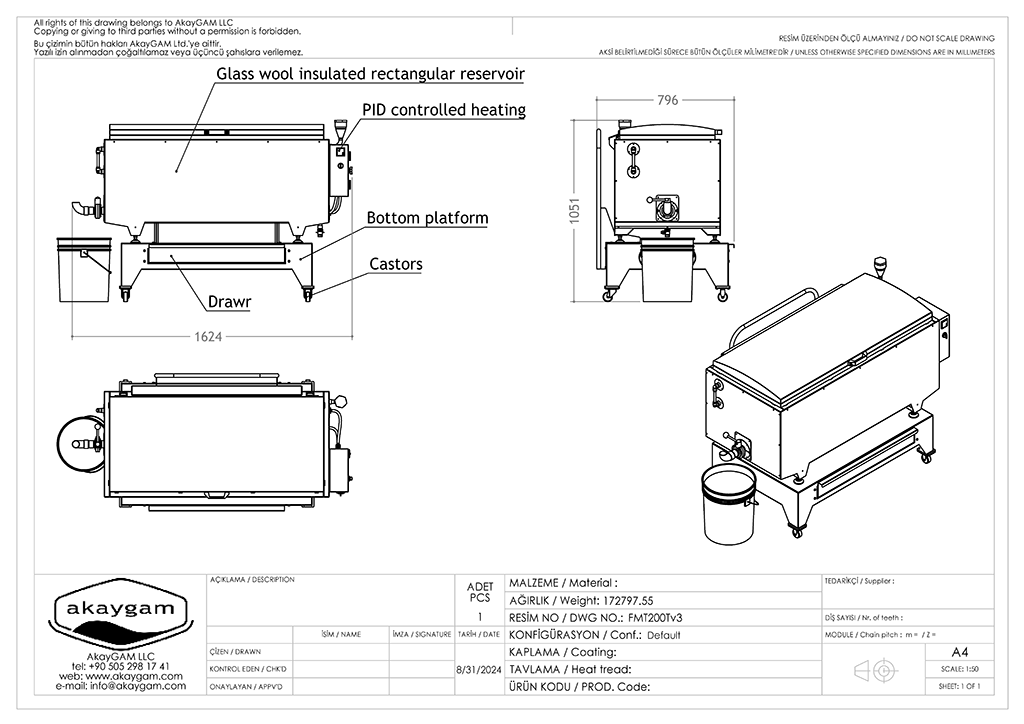
FMT100 Fat Melting Tank – Dimensions

FMT200 Compact Fat Melting Tank for Pre-Cut Blocks – Technical Specifications
The FMT200 is the highest-capacity no-grid fat melter. For workshops handling cocoa butter and solid fats. Accepts drops, chips, pre-cut, or whole-block input. Four blocks fit. Single-phase only. No pump integration. Whole blocks melt more slowly because heat reaches the core later.
VIDEOPrice 6.000,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the price.
FMT200 Fat Melter – Dimensions
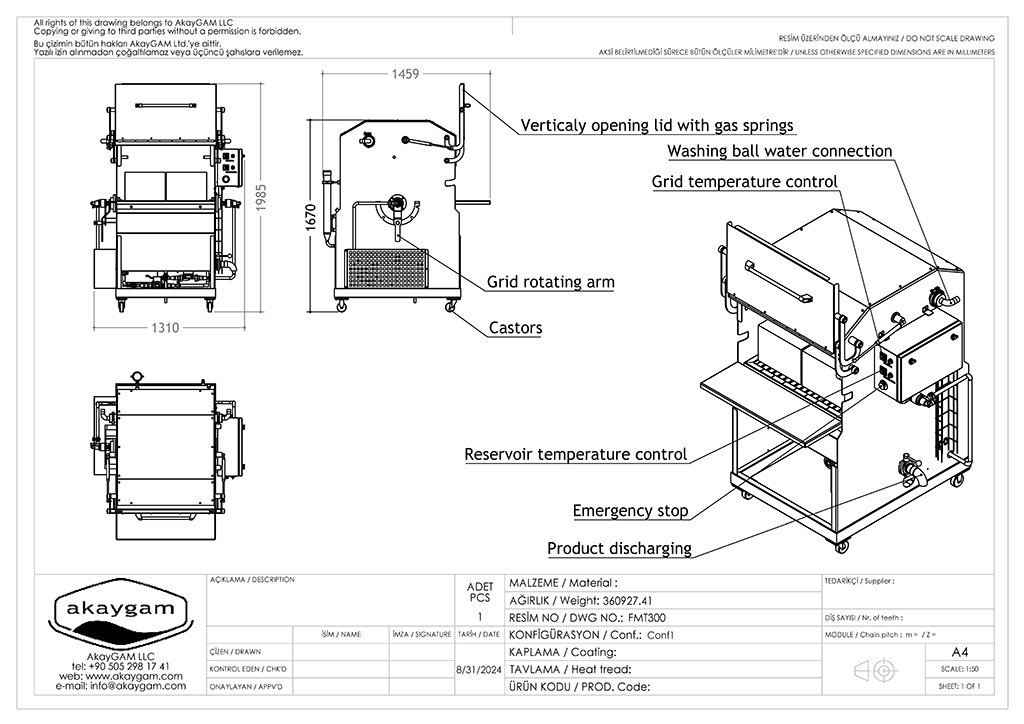
FMT300 Fat Melting Tank with Hot-Water Grid – Technical Specifications
The FMT300 melts whole fat blocks on a hot-water circulation grid. For medium-scale chocolate production. Four blocks fit. 380 V three-phase required. Not insulated; heater duty cycle is higher than FMT500INS / FMT1000INS in continuous operation. Optional pump, load cells, or flowmeter for metered transfer.
VIDEOBase Price 13.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
FMT300 Fat Melting Tank – Dimensions
FMT500 Industrial Fat Melting Tank – Technical Specifications
The FMT500 is a higher-capacity block fat melter. Melts, buffers, and transfers cocoa butter and vegetable fats. Six blocks fit on the grid. 380 V three-phase required. Not insulated; heater duty cycle is higher than FMT500INS in continuous operation.
Base Price 15.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
FMT500 Industrial Fat Melter – Dimensions

FMT500INS Insulated Fat Melting Tank – Technical Specifications
The FMT500INS adds glass wool insulation around the water jacket. Heater duty cycle drops during continuous operation, reducing energy consumption and waste heat. Optional pneumatic agitation prevents phase separation in mixtures containing suspended solids. Six blocks fit on the grid. 380 V three-phase required.
Base Price 17.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
FMT500INS Insulated Fat Tank – Dimensions
FMT1000INS High-Capacity Fat Melting Tank – Technical Specifications
The FMT1000INS is the highest-capacity model in the range. For high-volume melting and holding of cocoa butter and vegetable fats. Twelve blocks fit on the grid. Glass wool insulation around the water jacket lowers heater duty cycle during continuous operation, reducing energy consumption and waste heat. 380 V three-phase required. With load cells, weight-triggered metered transfer dispenses a target mass per cycle.
VIDEOBase Price 19.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
FMT1000INS Insulated Fat Tank – Dimensions
Related equipment
Fat melting tanks supply liquid fat to downstream mixing and refining equipment. The typical downstream configuration includes a pre-mixer and a chocolate ball mill refiner.
A pre-mixer is a horizontal paddle mixer positioned between the fat melter and the refiner. Liquid fat is transferred into the pre-mixer first. Dry ingredients — sugar, cocoa powder, milk powder, and other solids — are then added onto the liquid phase. The pre-mixer forms a homogeneous pumpable mass before feeding the refiner. This step improves process stability and prevents inlet loading issues on tall ball mills. It also reduces the risk of pump blockage caused by dry material entering before sufficient liquid is present.
When no pre-mixer is installed, liquid ingredients should be fed to the ball mill first. Solid ingredients should then be added gradually, not all at once, to maintain flow through the grinding media and avoid overloading the inlet or pump.


Frequently Asked Questions
Answers to common questions about AkayGAM fat melting tanks.
What is a fat melting tank used for?
Fat melting tanks are water-jacketed process vessels. They melt solid fats — cocoa butter, palm oil, shea butter, and coconut oil — into a stable liquid for transfer. In chocolate and confectionery production they sit upstream of pre-mixers and ball mill refiners. Stable jacket heating keeps viscosity predictable at the transfer point. With load cells or a flowmeter, the tank transfers a target mass or volume per cycle. Without these, transfer is manual, gravity-fed, or pump-fed without quantity control.
What is the difference between a no-grid and a melting grid fat melter?
The difference is heat introduction and accepted input format. No-grid models (FMT50, FMT100, FMT200) heat from the jacket only. They accept drops, chips, pre-cut, or whole-block input. Typical melt time: ~90 min for pre-cut input. Heat reaches the center of a whole block last, increasing melt time. Grid models (FMT300 and above) include a hot-water circulation grid. Blocks rest directly on the grid. Heat enters at the block surface from below. Typical melt time: ~50 min. Selecting a no-grid model for whole-block input typically adds around 40 min per cycle. The additional melt time repeats every cycle and reduces daily throughput.
What power supply do the fat melting tanks require?
Tabletop models operate on 220 V single-phase: FMT50 at 700 W, FMT100 at 1000 W, FMT200 at 1500 W. All grid models require 380 V three-phase. FMT300 and FMT500: 6 kW. FMT500INS and FMT1000INS: 7.3 kW. No three-phase supply eliminates FMT300 and above; verify three-phase availability before specifying a grid model.
Which model size is right for my production?
Decide input format first, then capacity:
A no-grid model on whole-block input creates a measurable cycle-time penalty. A non-insulated model in continuous operation consumes more energy per hour and releases more waste heat into the room.
How long does it take to melt a fat block?
No-grid tabletop models (FMT50, FMT100, FMT200): approximately 90 min for drops, chips, or pre-cut input. Whole blocks require longer because heat reaches the center later. Grid models (FMT300 and above): approximately 50 min. Both figures are indicative. Actual time varies with the temperature setting, ambient conditions, and whether residual liquid fat is already present in the tank.
What does the INS option add over FMT300 and FMT500?
Glass wool insulation around the water jacket reduces heat exchange with the room. Jacket heat loss falls, room temperature has less influence on the tank, and heater duty cycle drops during continuous operation. Energy use per operating hour decreases, and less waste heat enters the production area.
FMT300 and FMT500 are not insulated. FMT500INS and FMT1000INS are insulated. The insulated models also support optional pneumatic agitation for mixtures containing suspended solids.
Can a fat transfer pump be connected to these tanks?
Yes, on FMT300 and above. Optional pump, load cells (weight-based), and flowmeter (volume-based). The flowmeter requires the pump. Without a pump, transfer is manual or gravity-fed. Tabletop models (FMT50, FMT100, FMT200) have no pump integration — manual or gravity transfer only.
Can a fat melting tank handle cocoa liquor or fat-based mixtures with solids?
Only with sufficient dilution and optional agitation. Pure liquid fats such as cocoa butter need no agitation after full melt. Mixtures containing suspended solids — such as cocoa liquor diluted with cocoa butter — can separate during holding without agitation. The result is uneven fat composition at the transfer point. Agitation is available on FMT300 and above as an optional pneumatic actuator. It requires the fixed grid; not compatible with the rotatable grid option. Undiluted cocoa liquor is not suitable regardless of agitation.
Where does the fat melting tank sit in a chocolate production line?
Upstream of any process requiring liquid fat. Typical connections: pre-mixer, then chocolate ball mill refiner. Liquid fat must enter the pre-mixer before dry ingredients. Loading dry material first risks blocking the mixer inlet, and the pump stalls. On lines without a pre-mixer, liquid fat enters the ball mill first; solids follow gradually. Adding solids before liquid fat is present will block the grinding chamber inlet. On FMT300 and above, optional load cells transfer a target weight per cycle. With a flowmeter and pump, transfer is metered by volume.
What maintenance and warranty do AkayGAM fat melting tanks need?
Warranty: 1 year against manufacturing and construction defects. Lead time: 3–4 months, built to order, as three-phase, load-cell, and agitation configurations are made to facility requirements.