Chocolate Storage Tank / Holding Tank (100–3000 kg, 7 Models)
A chocolate holding tank stores liquid chocolate at a stable working temperature and feeds it continuously to downstream equipment. It sits after refining and conching, or after a melting tank when input is solid chocolate, and before tempering, enrobing, depositing, or moulding. Model selection is driven by required hold volume, downstream consumption rate, holding duration, and insulation. Selecting a model below required throughput forces frequent reloads and gaps in line feeding. Selecting a non-insulated model where chocolate remains heated for long periods increases heat loss, raises jacket heater duty cycle, and adds operating cost. ST2000INS and ST3000INS accept liquid chocolate only; solid chocolate input to these models requires an upstream melting tank.
VIDEOChocolate Holding Tank Selection: First Decision
Match required hold volume to nominal capacity. Loading above nominal capacity is not possible.
Non-Insulated vs. Insulated: Choose One
Non-insulated — ST100 / ST200 / ST400 / ST600. Single-wall reservoir with water-jacket heating element. Acceptable for short holding cycles, single-shift production, or temperature-controlled rooms. Above 600 kg, no non-insulated model exists in the range.
Insulated — ST1000INS / ST2000INS / ST3000INS. Glass wool layer between reservoir wall and outer casing. Reduces heat loss to the production room, lowers jacket heater duty cycle, and reduces operating cost during extended holding, overnight standby, or shift-change periods. Selecting a non-insulated model for continuous operation increases heater cycling and waste heat into the production room.
Solid Input Limit: Up to 1000 kg
ST100–ST1000INS can accept callets or drops in addition to liquid chocolate. Their primary selection basis remains required hold volume, holding duration, and downstream consumption rate.
ST2000INS and ST3000INS accept liquid chocolate only. When the incoming product is solid, install a CMT or CBM melting tank upstream. Selecting these models for direct solid loading prolongs the process and exceeds their intended input duty.
Share
 ST100
ST100
 ST200
ST200
 ST400
ST400
 ST600
ST600
 ST1000INS
ST1000INS
 ST2000INS
ST2000INS
 ST3000INS
ST3000INS
Model Range — Comparison
Read the “Eliminates if…” column first. One row eliminates one model.
| Model | Capacity | Power | Supply | Insulation | Melts callets | Eliminates if… |
|---|---|---|---|---|---|---|
| ST100 | 100 kg | 2.4 kW | 220 V / 1-phase | None | Yes | Production above pilot scale |
| ST200 | 200 kg | 3.8 kW | 220 V / 1-phase | None | Yes | More than half a shift of uninterrupted feeding required |
| ST400 | 400 kg | 4.5 kW | 220 V or 380 V | None | Yes | Refill interruptions per shift must be reduced |
| ST600 | 600 kg | 5.5 kW | 220 V or 380 V | None | Yes | Hold volume above 600 kg required (no larger non-insulated model exists) |
| ST1000INS | 1000 kg | 12.7 kW | 380 V / 3-phase | Glass wool | Yes | Only single-phase supply available, or hold volume above 1000 kg required |
| ST2000INS | 2000 kg | 12.7 kW | 380 V / 3-phase | Glass wool | No — liquid only | Only single-phase supply available, no upstream melting tank, or hold volume above 2000 kg required |
| ST3000INS | 3000 kg | 12.7 kW | 380 V / 3-phase | Glass wool | No — liquid only | Only single-phase supply available, no upstream melting tank, or ST2000INS already covers required hold time |
Process constraints that apply to every model
Holding temperature must match recipe. Dark couverture: 45–50 °C. Milk and white couverture: 40–45 °C. Compound coatings (palm or palm kernel fat): 48–51 °C. Setpoint must be above the fat's full melting point — holding below seeds crystallisation in the tank and viscosity rises. Holding above the recommended temperature range for extended periods can increase flavour degradation risk and may affect fat stability over time.
Agitation runs continuously or intermittently — never off for extended holds. Without agitation, heavier particles sediment, cocoa butter migrates to the surface, and the mass stratifies. The pump outlet then delivers uneven viscosity, which destabilises tempering and depositing downstream.
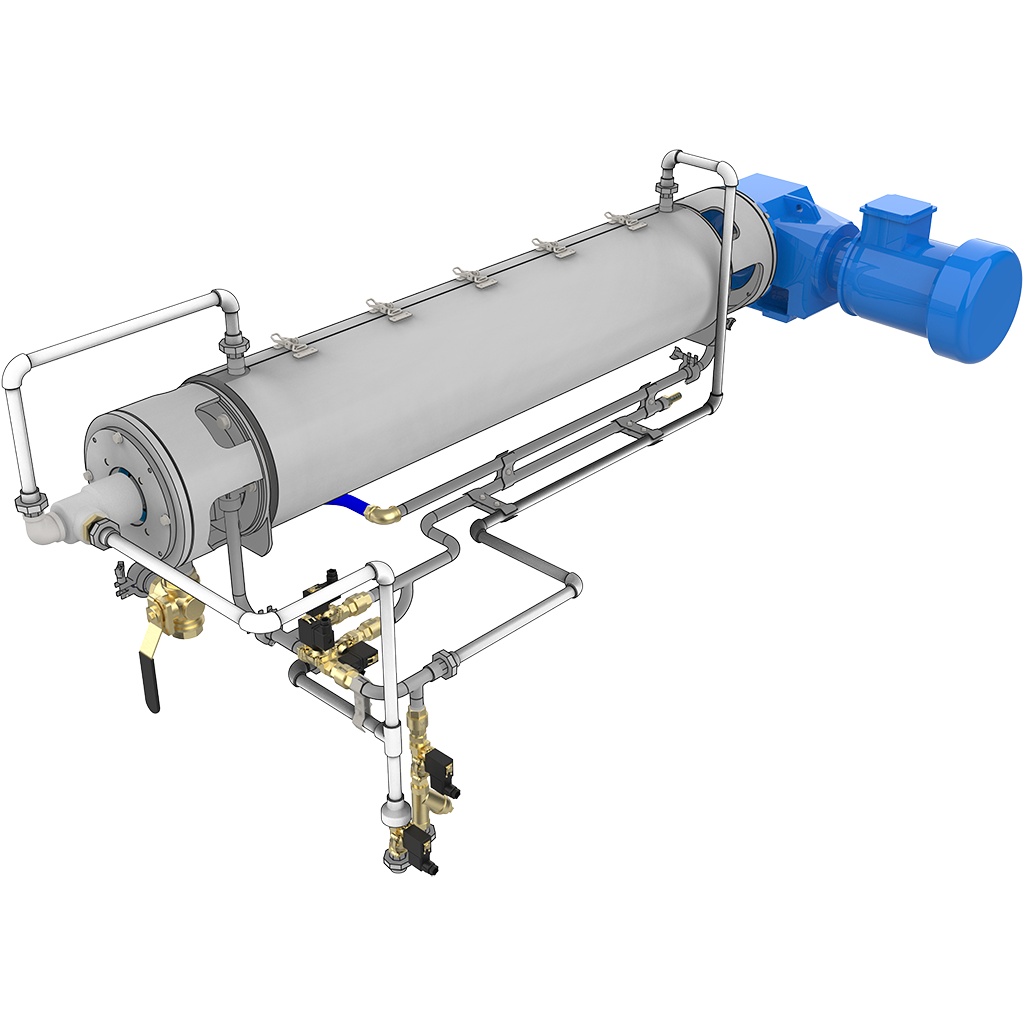
Bypass return flow must be reheated. Chocolate returning from a tempering machine at crystallisation temperature (29–32 °C) must pass through a decrystallization tube before re-entering the tank. Direct return pulls the bulk temperature down and the tempering machine no longer receives chocolate at a stable inlet temperature.
Working principle
Liquid chocolate enters the water-jacketed reservoir from upstream processing — refining and conching, or a melting tank when input is solid chocolate. PID-controlled jacket heating holds the recipe setpoint. Variable-speed agitation with sidewall scrapers prevents sedimentation, distributes heat evenly through the mass, and prevents cocoa butter migration to the surface. The integrated transfer pump (gear-type on ST100–ST600, lobe-type on insulated INS models) feeds downstream equipment continuously while the tank receives further upstream batches — operating as a flowing buffer rather than a batch-emptying vessel.
Chocolate Holding Tank Position in the production line
Upstream: ball mill refiner → liquid chocolate conche, or — when input is solid chocolate — a chocolate melting tank. ST2000INS and ST3000INS require an upstream melting tank when input is solid chocolate; in-tank melting is not supported on these models.
Downstream: tempering machine, enrober, depositor, or moulding line. The integrated pump can feed at any fill level above the inlet — there is no requirement to wait for a full batch before transfer.
Maintenance, Cleaning, and Warranty
Jacket water treatment: Run the water jacket with 30% FDA-approved glycol. This prevents calcium scale and mud build-up, protecting the PID-controlled electric heaters from premature burnout. Plain water will eventually foul the jacket and lower heater efficiency.
Pump inspection: Check the integrated pump seals — gear-type on ST100–ST600, lobe-type on the insulated INS models — as part of the preventative maintenance schedule. The spring-loaded Teflon sidewall scrapers self-adjust against the wall and wear negligibly; no scheduled scraper replacement is required.
Cleaning at recipe changes: Never flush with water — water seizes high-cocoa-content chocolate. Pump out residual chocolate, then flush the tank and pipework with warm cocoa butter or food-grade fat-based solvent at holding temperature, pump out the flush, and wipe inner surfaces. Skipping the flush carries flavour and colour from the previous batch into the next.
Warranty & lead time: AkayGAM storage tanks carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as units are built to the required capacity, voltage, and piping specification.
Model Specifications
Common to all models
Tab specifications below show only the parameters that differ between models.
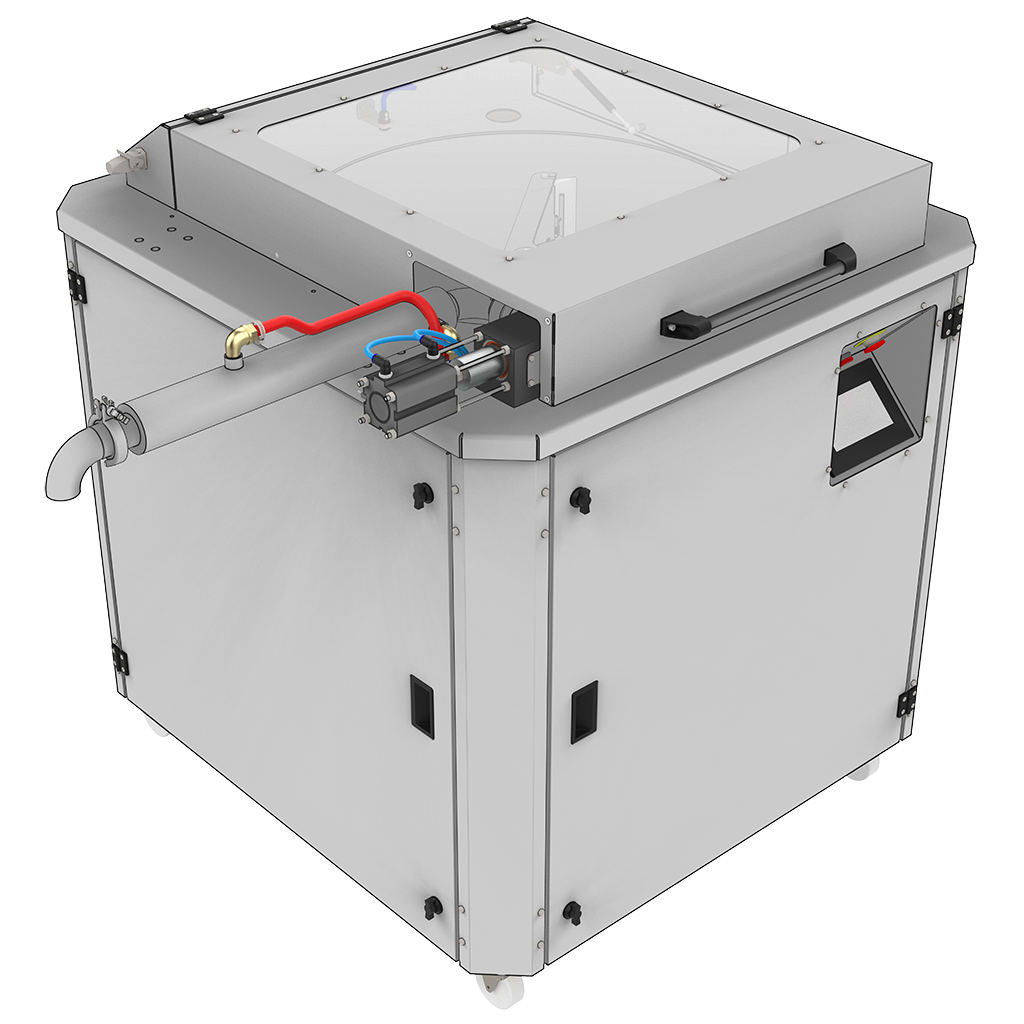
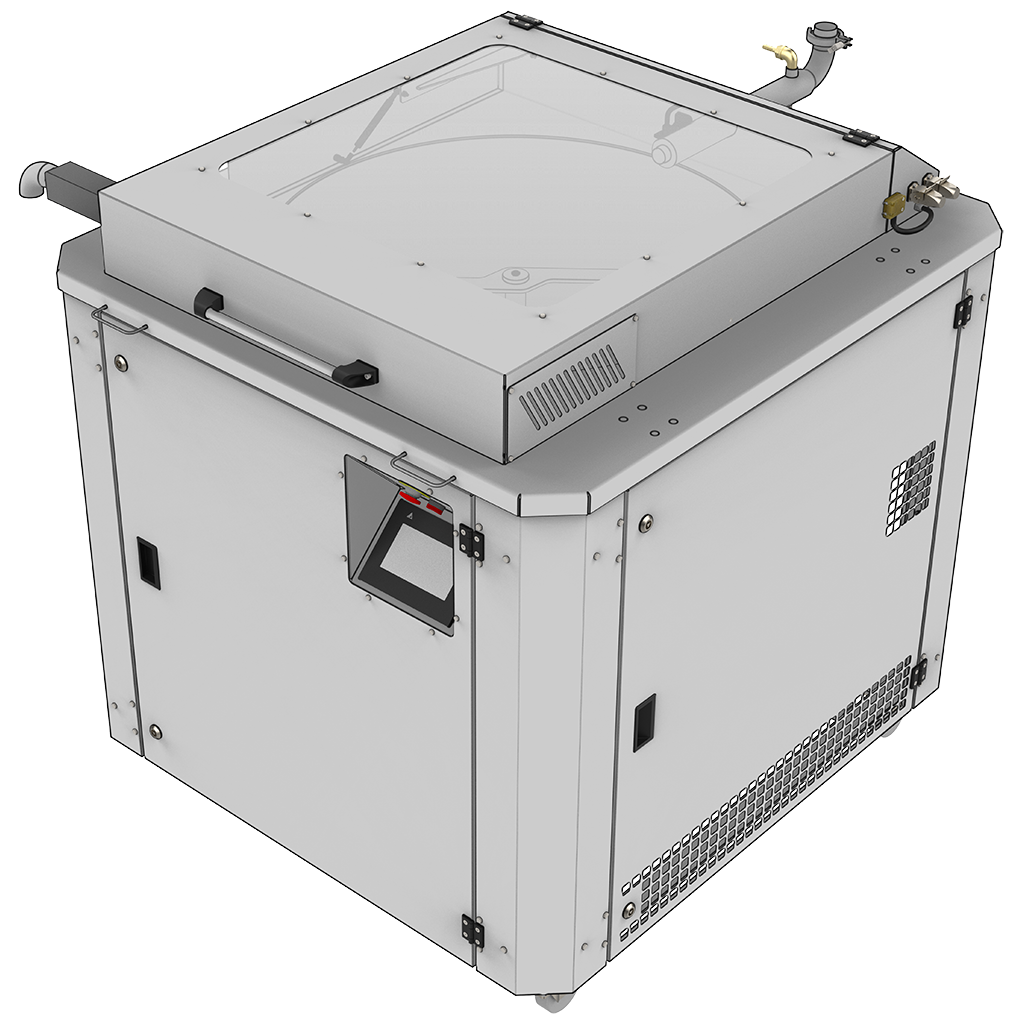
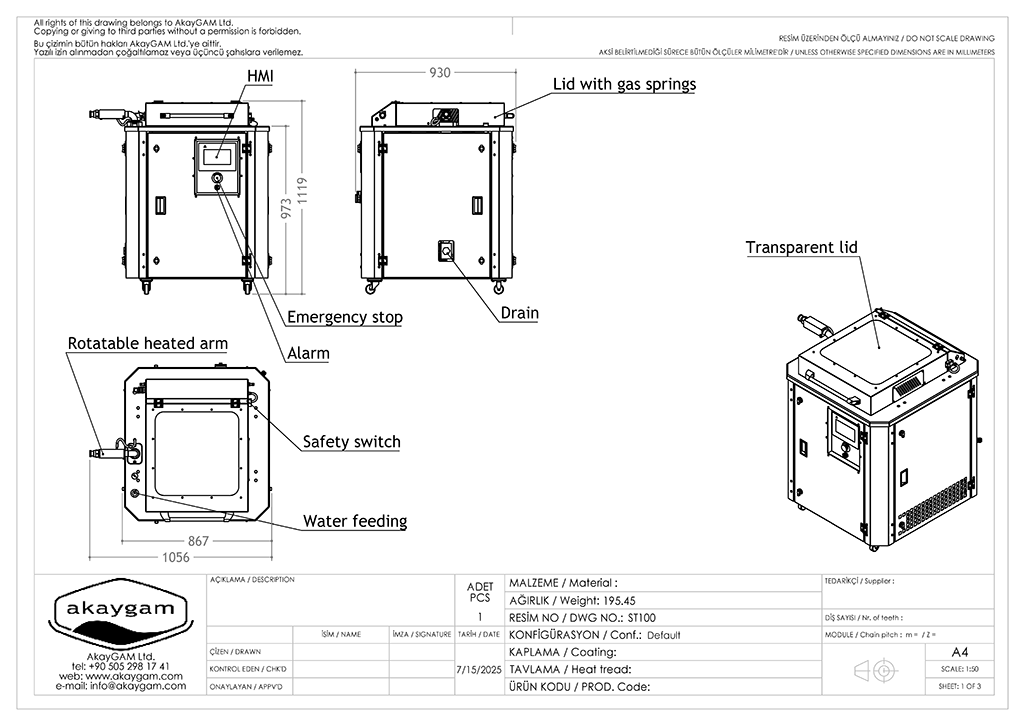
ST100 chocolate holding tank - technical features
Role: 100 kg holding for laboratory, R&D, and pilot lines. Built-in melting of solid chocolate callets and drops. Move to ST200 when capacity exceeds 100 kg. For extended holding or overnight standby, an insulated INS model reduces heater cycling and operating cost.
Base Price 11.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST100 technical drawing
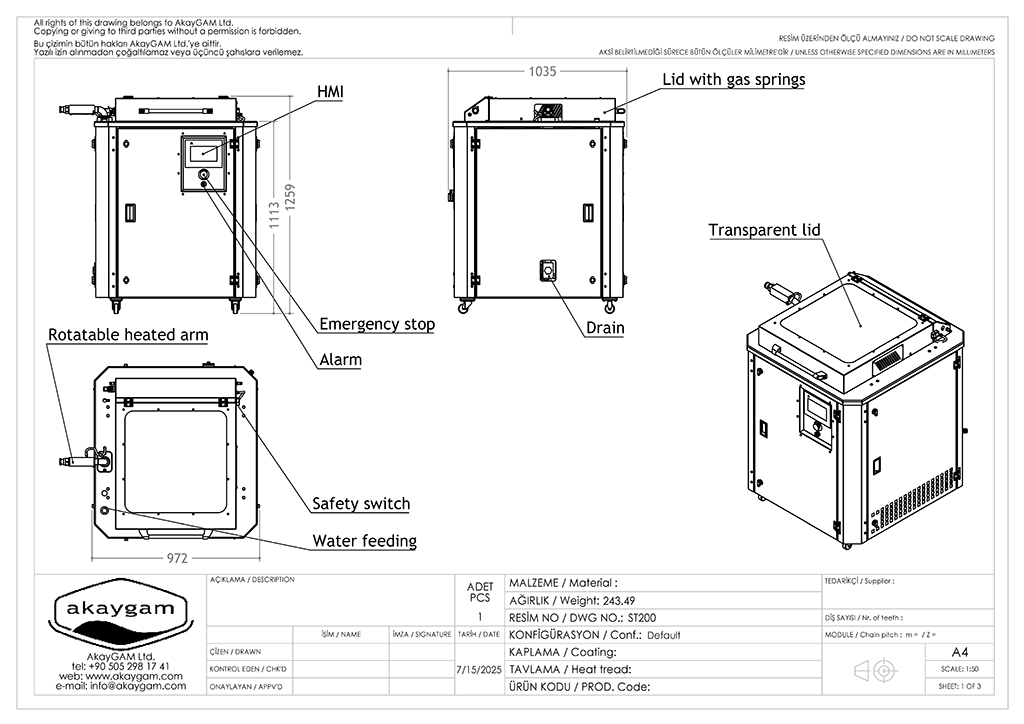
ST200 chocolate holding tank - technical features
Role: 200 kg holding for mini enrobers and small daily production. Last single-phase-only model in the range. Accepts solid chocolate input (callets / drops) for in-tank melting. Move to ST400 when capacity exceeds 200 kg.
Base Price 13.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST200 technical drawing
ST400 chocolate holding tank - technical features
Role: 400 kg holding for continuous tempering machines and growing daily production. Dual electrical supply. Accepts solid chocolate input (callets / drops) for in-tank melting. Move to ST600 when production scale reaches mini molding lines or refill interruptions per shift must be reduced. For extended holding or overnight standby, an insulated INS model reduces heater cycling and operating cost.
Base Price 15.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST400 technical drawing
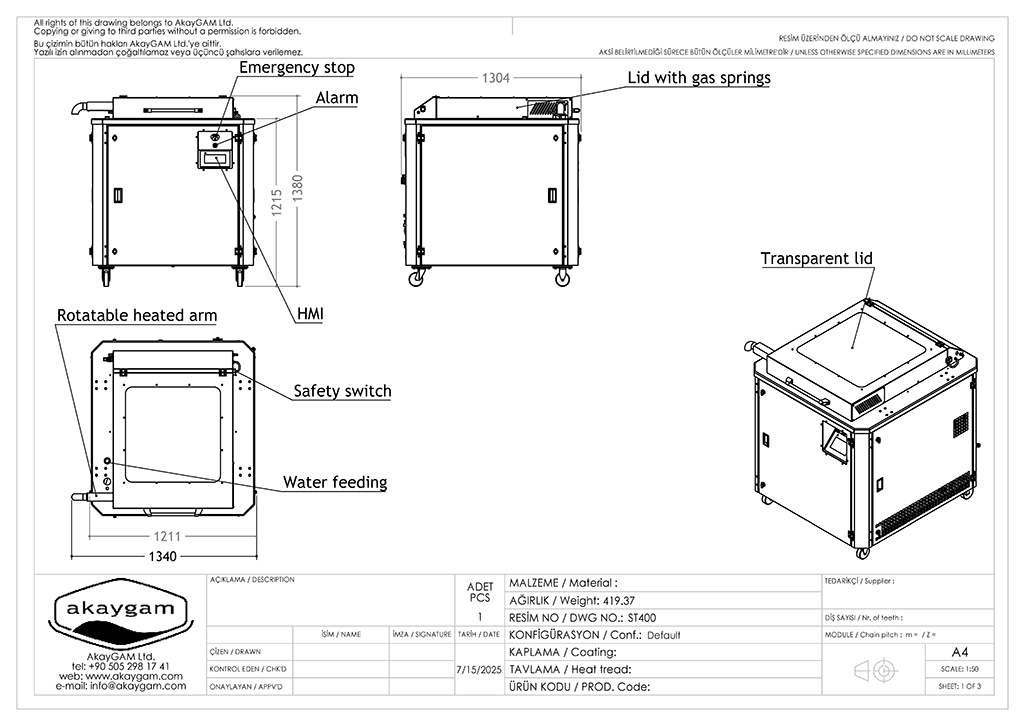
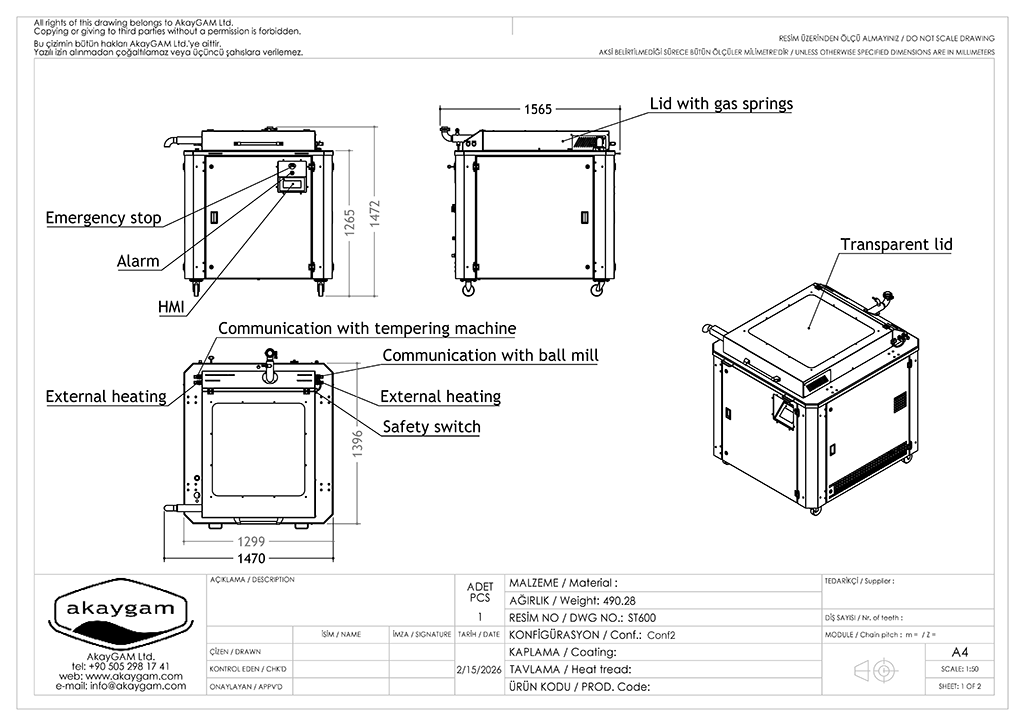
ST600 chocolate holding tank - technical features
Role: 600 kg holding for mini molding lines and continuous production. Largest non-insulated model in the range. Dual electrical supply. Handles solid chocolate input (callets / drops) for in-tank melting. Move to ST1000INS when longer heated holding periods, overnight standby, or reduced heat loss become important.
Base Price 17.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST600 technical drawing
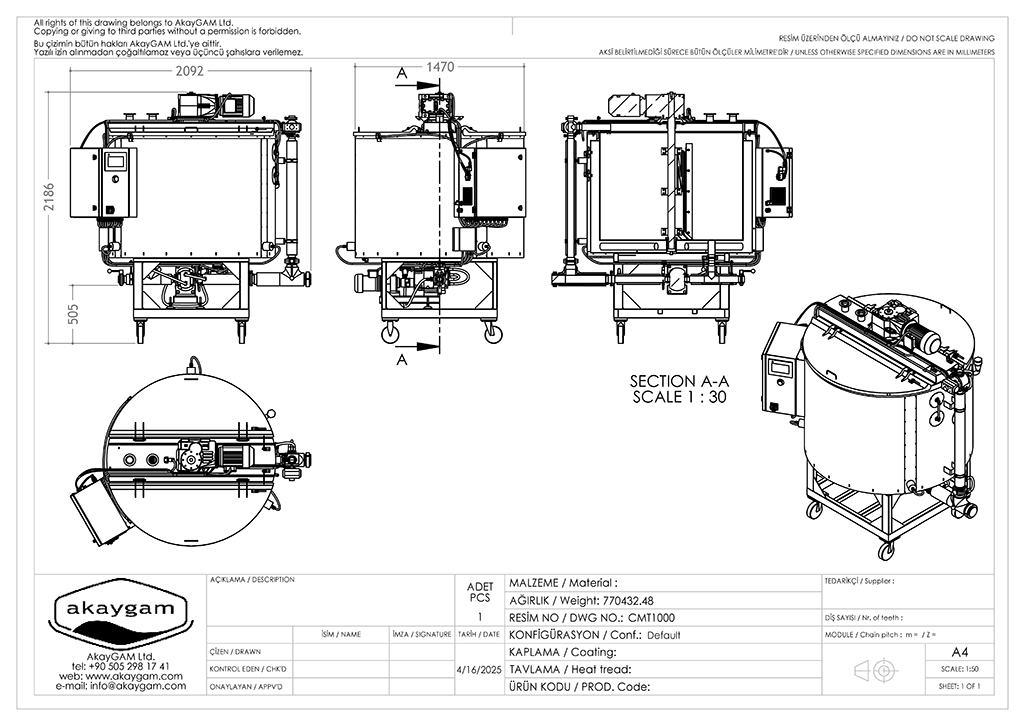
ST1000INS insulated chocolate holding tank - technical features
Role: 1000 kg insulated holding for industrial production with extended cycles — last model in the range with in-tank melting. Glass wool insulation reduces jacket heater cycling during long shifts and overnight holding. Move to ST2000INS when capacity exceeds 1000 kg. Requires 380 V three-phase power.
Base Price 23.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST1000INS technical drawing
ST2000INS insulated chocolate holding tank - technical features
Role: 2000 kg insulated buffer storage for high-volume continuous lines. Liquid chocolate only. Move to ST3000INS when capacity exceeds 2000 kg. Requires an upstream melting tank when chocolate enters as solid chocolate input; in-tank melting is not supported on this model. Requires 380 V three-phase power. Facilities limited to 220 V single-phase must remain in ST100–ST600.
Base Price 25.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST2000INS technical drawing
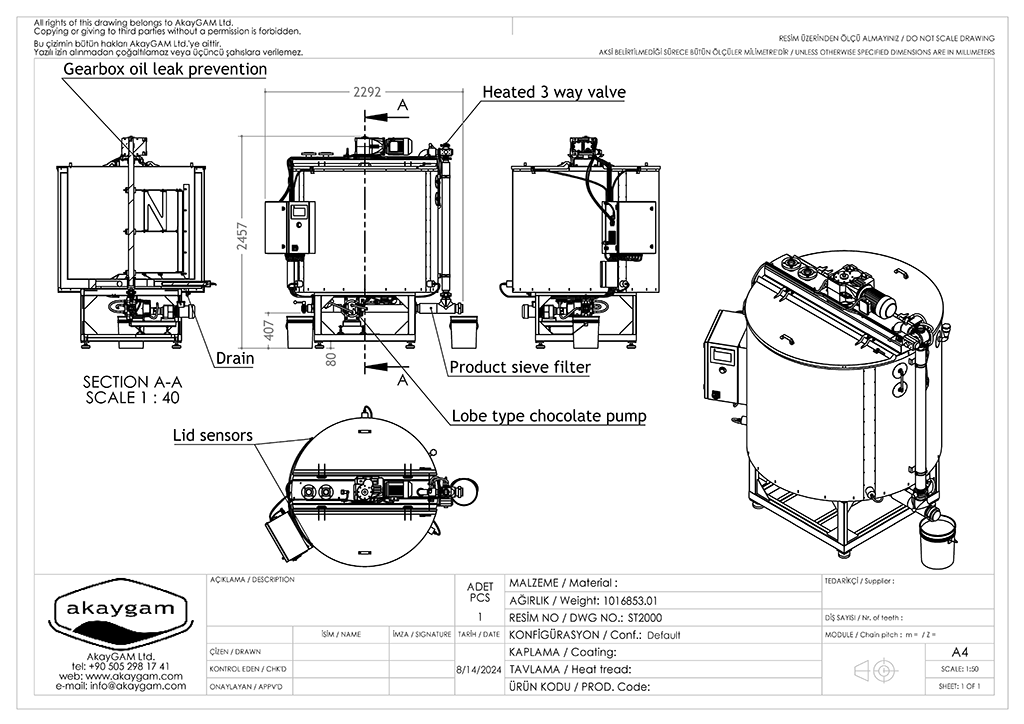
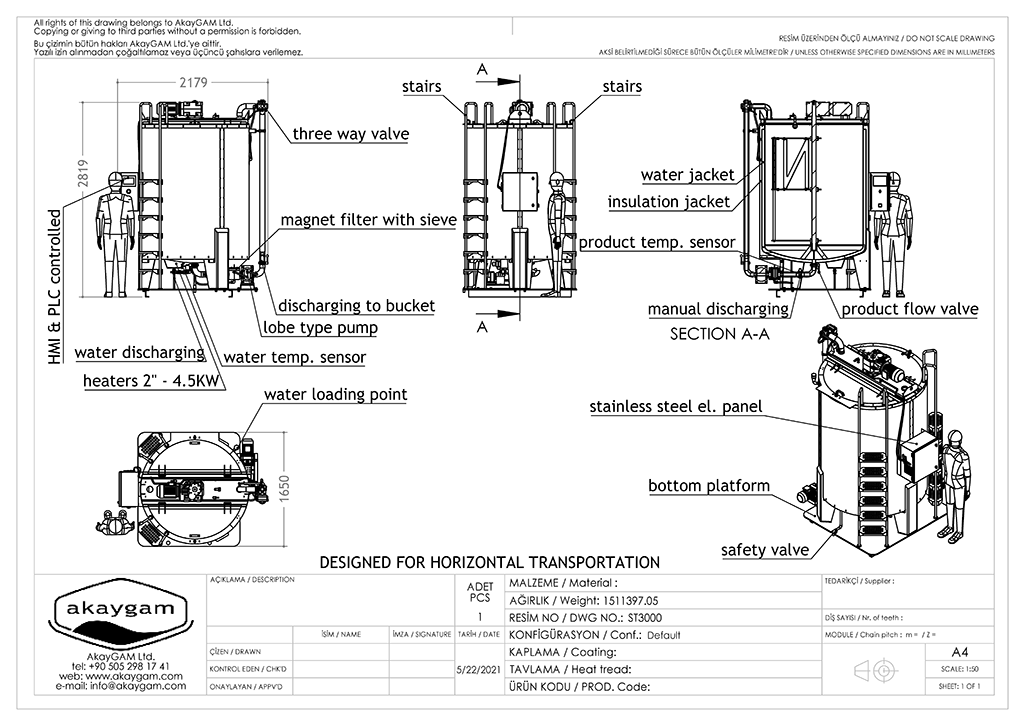
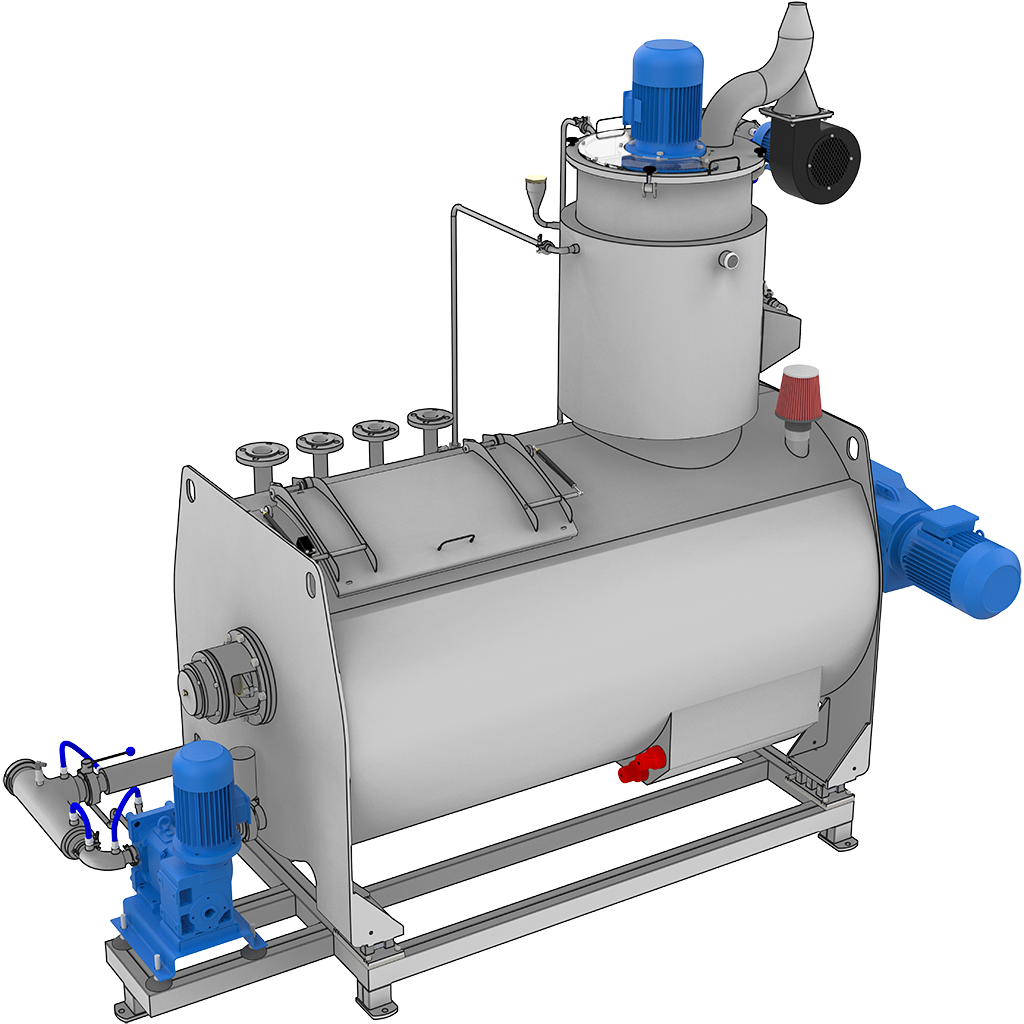
ST3000INS insulated chocolate holding tank - technical features
Role: 3000 kg insulated buffer storage — largest model in the range. Mounted on painted steel platform; ships horizontally because tank height exceeds standard container and truck clearance. Liquid chocolate only. Choose ST3000INS when ST2000INS cannot maintain uninterrupted downstream feeding for the required production duration. An upstream melting tank is required when input is solid chocolate. Requires 380 V three-phase power.
VIDEOBase Price 27.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
ST3000INS technical drawing
Related equipment
Holding tanks receive liquid chocolate from upstream ball mill refiners and liquid conches, or from a chocolate melting tank when input is solid chocolate. ST2000INS and ST3000INS always require an upstream melting tank — in-tank melting is not supported on these models.
When tempered chocolate returns through a bypass loop, install a decrystallization tube in the return line. Bypass return at crystallisation temperature (29–32 °C) entering directly pulls the bulk temperature down, the tank outlet destabilises, and temperature stability becomes more difficult and tempering consistency decreases.


Frequently Asked Questions
Answers to common questions about AkayGAM chocolate holding tanks.
What is a chocolate holding tank used for?
A chocolate holding tank stores liquid chocolate at a stable working temperature and feeds it continuously to downstream equipment. It sits after chocolate ball mill refiner and liquid chocolate conche (or after a chocolate melting tank) and before tempering, enrobing, depositing, or moulding. PID-controlled jacket heating and variable-speed agitation maintain consistent viscosity during holding and transfer.
What is the difference between a chocolate holding tank and a chocolate melting tank?
The distinction is the primary process duty. A holding tank (also called a storage tank) is selected when temperature-controlled storage of already-liquid chocolate, buffer volume, and holding duration are the primary duties. A melting tank is selected when solid-to-liquid conversion is the primary duty. In the AkayGAM range, ST100–ST1000INS accept solid callets / drops in addition to holding liquid chocolate, while ST2000INS and ST3000INS hold liquid chocolate only. When solid-to-liquid conversion is the main requirement, select the CMT or CBM range.
Can a chocolate holding tank melt solid chocolate callets / drops?
Selected models can. ST100, ST200, ST400, ST600, and ST1000INS accept solid chocolate callets / drops in addition to holding the liquid mass at controlled temperature. ST2000INS and ST3000INS accept liquid chocolate only — loading solid chocolate directly prolongs the process and exceeds their intended input duty. For these capacities, install a dedicated chocolate melting tank upstream.
Why is agitation needed in a chocolate storage tank?
Variable-speed agitation serves three functions for holding chocolate:
Variable-speed control matches agitation intensity to chocolate type and holding duration.
Can recirculated chocolate from a tempering machine be returned to the storage tank?
Yes, but the return flow must be reheated before re-entry. Bypass chocolate returns at tempering temperature — 29–32 °C for dark couverture — while the tank holds at 40–50 °C. Direct return pulls the bulk temperature down; the tank outlet destabilises and temperature stability becomes more difficult and tempering consistency decreases. A decrystallization tube in the return line reheats the bypass stream to tank temperature before re-entry.
When does a line need more than one storage tank?
Two tanks in parallel serve separate chocolate types simultaneously on the same line — dark and milk on a shared enrobing line, for example — where a single tank with recipe changeover would require a full fat flush between types. Two tanks in series allow one tank to receive a freshly refined and conched batch while the second continues feeding the line, eliminating the gap at the end of a single-tank batch. When a single tank cannot cover continuous downstream demand without an interruption, a second tank in rotation removes that constraint entirely.
What holding temperature should be set on the storage tank?
The setpoint is recipe-bound and must stay above the fat's full melting point:
Holding below these ranges seeds crystallisation in the tank and viscosity rises. Holding above them for extended periods increases flavour degradation risk and may affect fat stability over time.
What is the difference between non-insulated and insulated storage tank models?
Non-insulated ST100–ST600: acceptable where holding periods are shorter or room temperature is controlled. The water jacket maintains the set temperature, but the reservoir loses more heat to the room. Longer heated holding increases jacket heater cycling and operating cost. Insulated ST1000INS–ST3000INS: glass wool between the reservoir and outer casing reduces heat loss, lowers jacket heater duty cycle, and reduces energy consumption during extended holding, overnight standby, or shift-change periods. Switch point: move to ST1000INS when capacity exceeds 600 kg, when chocolate remains heated for long periods, or when reduced heat loss becomes important. Do not choose insulation because the line is continuous; choose it because holding time and heat loss make energy use significant.
Can chocolate be transferred from the storage tank before the tank is fully empty?
Yes. The integrated transfer pump feeds downstream equipment at any fill level above the pump inlet. In continuous lines, the storage tank typically feeds downstream equipment while simultaneously receiving fresh chocolate from upstream — operating as a flowing buffer, not a batch-emptying vessel.
How is a chocolate storage tank cleaned between recipe changes?
Not with water. Water causes high-cocoa-content chocolate to seize and thicken irreversibly. Standard method: pump out remaining chocolate, then flush the tank and pipework with warm cocoa butter or food-grade fat-based solvent at holding temperature to dissolve residual film. The fat flush is pumped out and inner surfaces wiped down mechanically. Skipping the flush at recipe changeovers carries flavour and colour from the previous batch into the new one. Because chocolate contains virtually no moisture, daily cleaning cycles are not required in normal operation.
What maintenance and warranty do AkayGAM chocolate storage tanks need?
Warranty: 1 year against manufacturing and construction defects. Lead time: 3–4 months, built to the required capacity, voltage, and piping specification.