One-Shot Chocolate Depositor
The NGOSD-CV is a stand-alone one-shot chocolate depositor for molded and center-filled chocolates, supplied on its own rigid C-frame chassis for retrofit into existing molding lines between the tempering machine and the cooling tunnel. The decision this page drives is shot weight: NGOSD10CV for up to 500 g per shot or NGOSD20CV for up to 1000 g per shot — both at up to 20 shots/min. Per-cylinder weight accuracy with separate valves requires the NGOSD-SV series, not on this page. A depositor bundled with cooling tunnel and demolding station is on the NGOSD16SV-ML semi-automatic molding machine page or the SML500 high-capacity molding line page.
VIDEOModel Selection: First Decision
Shot weight decides the model on this page. Per-cavity weight tolerance and chassis shipment route off-page.
Shot weight → NGOSD10CV or NGOSD20CV. NGOSD10CV deposits up to 500 g per shot for pralines, tablets, and small center-filled chocolates. NGOSD20CV deposits up to 1000 g per shot for tablets, hollow figures, and large filled molds. Both run up to 20 shots/min on the same C-frame chassis. Picking NGOSD10CV for a 1000 g mold underfills the cavity; picking NGOSD20CV for a 500 g mold wastes hopper volume and cylinder stroke.
Per-cavity weight tolerance → CV (this page) or SV (off-page). CV (common valve) shares one valve mechanism across all pistons; absolute per-cavity weight tolerance depends on viscosity uniformity inside the manifold. SV (separate valve) gives each cylinder its own valve for independent per-cylinder weight control. Tighter tolerance — driven by product spec, regulatory net-weight rules, or downstream weight-check rejects — requires the NGOSD-SV series, not on this page. CV cannot be field-converted to SV.
Chassis shipment → stand-alone (this page) or bundled (off-page). The NGOSD-CV ships on its own rigid C-frame for retrofit into an existing molding line between the tempering machine and the cooling tunnel. A depositor bundled with cooling tunnel and demolding station is the NGOSD16SV-ML semi-automatic molding machine for compact production, or the SML500 high-capacity molding line for industrial throughput. Picking stand-alone when the plant lacks a tempering machine and cooling tunnel leaves the depositor without upstream and downstream context.
Share
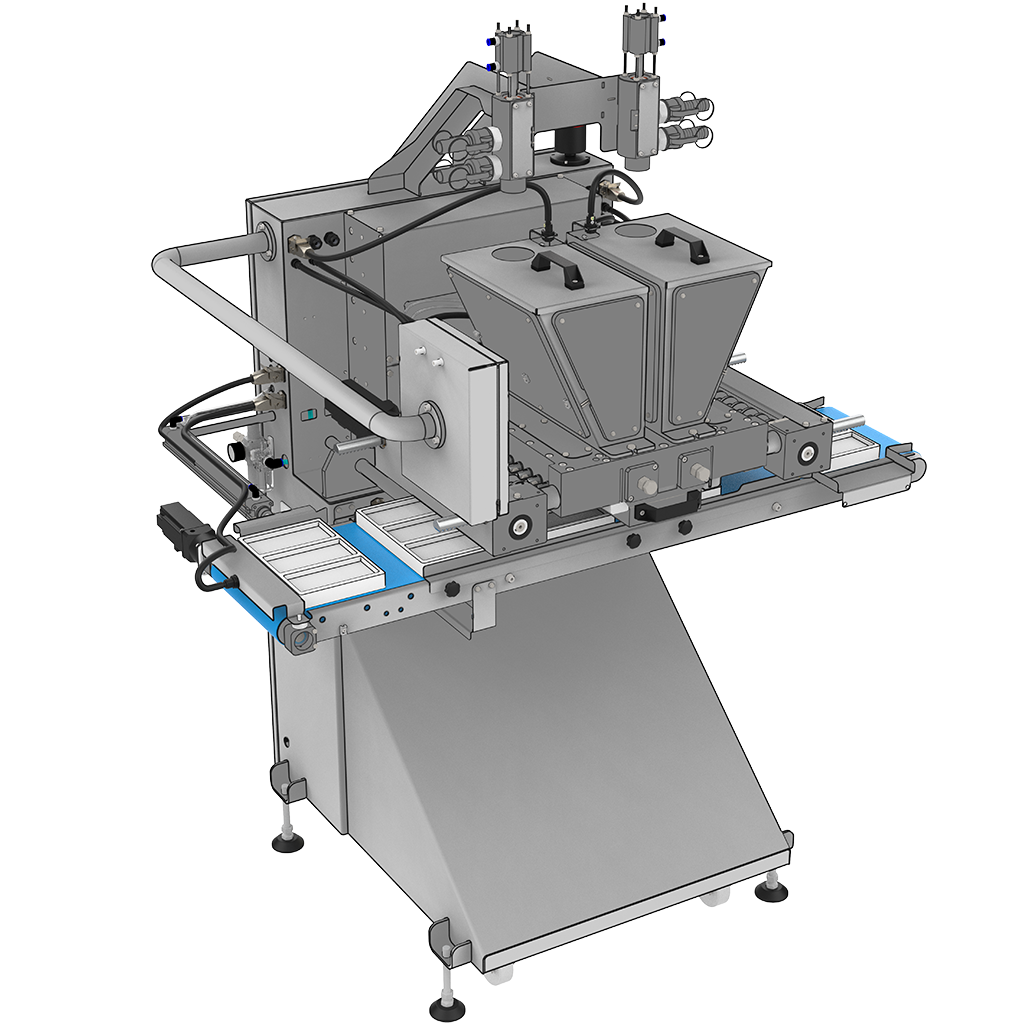 NGOSD10CV
NGOSD10CV
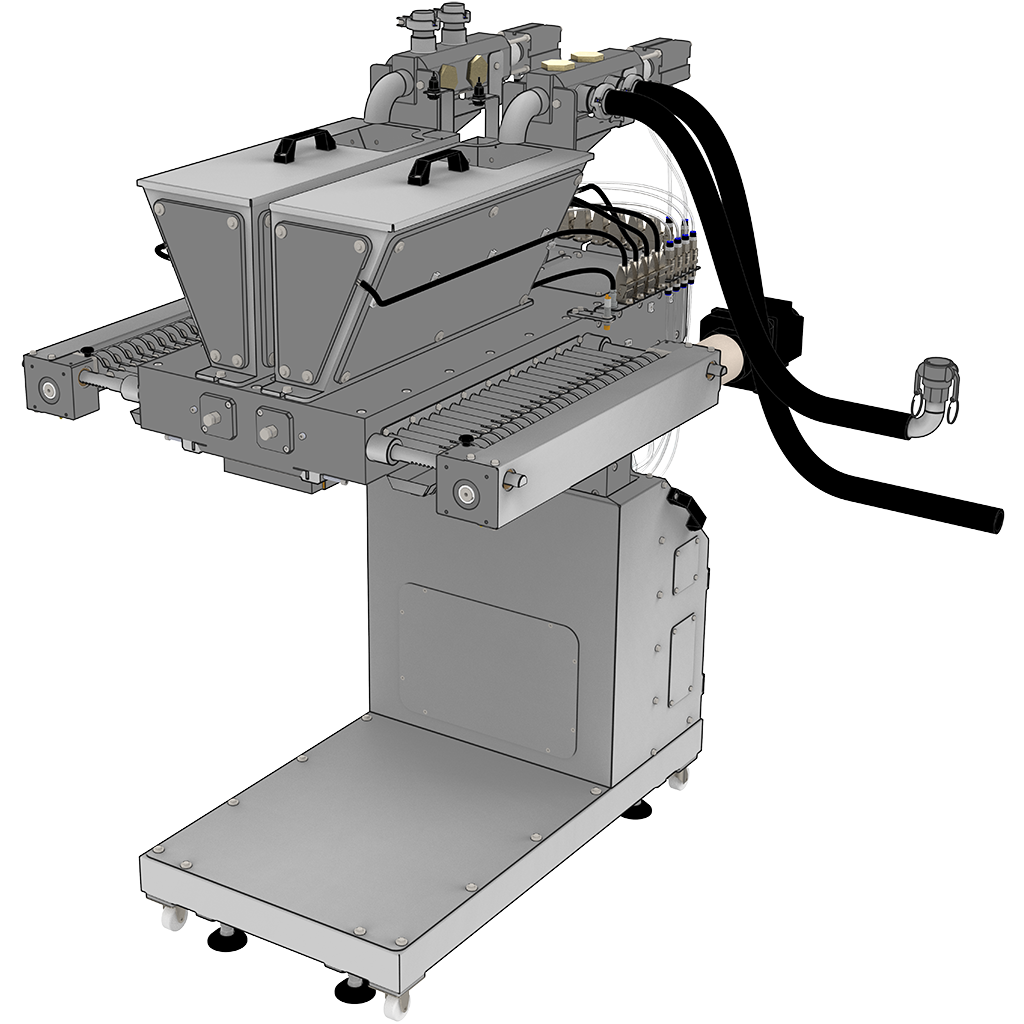 NGOSD20CV
NGOSD20CV
NGOSD10CV or NGOSD20CV: shot weight decides
Maximum shot weight is the only difference that drives the model choice. Both run at up to 20 shots/min and both share the common valve mechanism, servo Z-axis, servo suck-back, PID-controlled dry heating, and three-way dry-heated valves with flexible heated hoses. What differs is the per-shot ceiling and the chassis sized to support it. The model is fixed at the order — chassis and piston-cylinder geometry are sized at manufacture.
| Model | Max shot weight | Cycle rate | Total power (380 V three-phase) | Eliminates if… |
|---|---|---|---|---|
| NGOSD10CV | up to 500 g/shot | up to 20 shots/min | 4.2 kW | Mold's combined shell-plus-filling weight per cavity-set exceeds 500 g per shot — hits the per-shot ceiling and forces a multi-pass cycle that breaks the one-shot principle |
| NGOSD20CV | up to 1000 g/shot | up to 20 shots/min | 5 kW | Product is well under 500 g per shot — the larger chassis and the additional 0.8 kW load are paid for without being used |
CV or SV: weight tolerance per cavity decides
The CV (common valve) series shares one valve mechanism across all suction and pouring pistons in the manifold. Across cavities, deposit weight tracks together but absolute per-cavity weight tolerance depends on viscosity uniformity inside the manifold. The SV (separate valve) series gives each cylinder its own dedicated valve, allowing independent per-cylinder weight control and tighter tolerance across the full mold. CV fits standard molded chocolate and center-filled production with normal commercial weight tolerance. CV cannot be field-converted to SV — the manifold and valve assembly are sized at manufacture.
Stand-alone or bundled: chassis shipment decides
The NGOSD-CV ships on its own rigid C-frame chassis and integrates between an existing tempering machine upstream and an existing cooling tunnel downstream. What ships in the crate is just the depositor; the rest of the line is existing plant equipment. Bundled configurations — depositor plus cooling tunnel plus demolding on a single integrated chassis — are different machines on different pages, with different throughput envelopes:
| Configuration | Machine ID | Eliminates if… |
|---|---|---|
| Stand-alone depositor | NGOSD-CV (this page) | Cooling tunnel and demolding are also missing — sourcing the rest of the line elsewhere offsets the savings of buying just the depositor |
| Bundled with cooling tunnel, semi-automatic | NGOSD16SV-ML | Existing plant already has a cooling tunnel (pays twice for one line component), or production needs fully unattended demolding (NGOSD16SV-ML uses manual demolding and adds an operator to every shift) |
| Full molding line, fully automatic | SML500 | Throughput target is below 300 kg/h, manual demolding is acceptable, or floor footprint cannot accommodate the elevator cooling tunnel |
Mold depositing or belt depositing: same machine, recipe-driven
The NGOSD-CV deposits into polycarbonate molds (pralines, tablets, center-filled chocolates) when installed above a mold conveyor, and onto a cooling-tunnel belt (drops, coins, filled portions) when installed above a belt. Mode is set by mounting position and PLC recipe — belt speed, shot frequency, suck-back stroke, and Z-axis travel are stored per format and recalled by the operator. No mechanical changeover between modes.
Belt mode does not replace dedicated drop-line equipment. Shaped lentils with engraved cavity geometry on top need cavity drums on the RD600 chocolate lentils forming machine, not flat-belt deposit. High-volume drops, chips, and buttons production with a built-in two-zone cooling tunnel runs on a CDFL chocolate drop line. The NGOSD-CV in belt mode covers ad-hoc belt depositing inside a molding-line plant, not dedicated drop production.
Position in the production line
Upstream: chocolate storage tank → tempering machine → NGOSD-CV depositor. Downstream: cooling tunnel → demolding station (industrial line) or hand demolding (workshop volumes). Tempering grade splits by model: NGOSD10CV requires a continuous tempering machine; NGOSD20CV is fed by an industrial tempering machine. Wheel-type batch temperers are not used upstream of either model (rationale and consequences in FAQ Q6).
Warranty and Lead Time
AkayGAM one-shot depositors carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as chassis size, piston-cylinder geometry, mold or belt mounting, and integration with the existing tempering machine and cooling tunnel are sized at manufacture.
Model Specifications
Common to all models
Tab specifications below show only what differs between models.
NGOSD10CV One-Shot Chocolate Depositor – Technical Features
Role: stand-alone one-shot depositing where combined shell-plus-filling weight is under 500 g per shot. Switch to NGOSD20CV above 500 g/shot; switch to the NGOSD-SV series where per-cavity weight tolerance must be controlled. 380 V three-phase.
Price Contact us for pricing
Export packaging is not included in the base price.
Mold size, mold conveyor or belt mounting, integration with the existing tempering machine and cooling tunnel, and export packaging are confirmed at quotation.
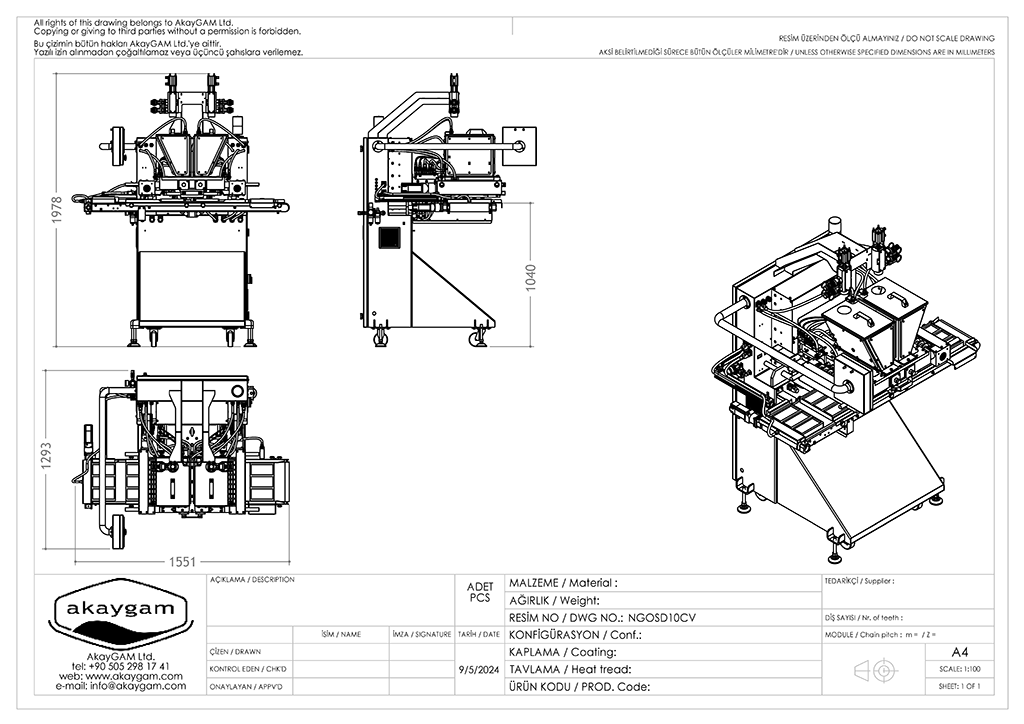
NGOSD10CV Technical Drawing
NGOSD20CV One-Shot Chocolate Depositor – Technical Features
Role: stand-alone one-shot depositing for combined shell-plus-filling weight up to 1000 g per shot. Switch to NGOSD10CV below 500 g/shot to avoid paying for unused chassis and the extra 0.8 kW; switch to the NGOSD-SV series where per-cavity weight tolerance must be controlled. 380 V three-phase.
Price Contact us for pricing
Export packaging is not included in the base price.
Mold size, mold conveyor or belt mounting, integration with the existing tempering machine and cooling tunnel, and export packaging are confirmed at quotation.
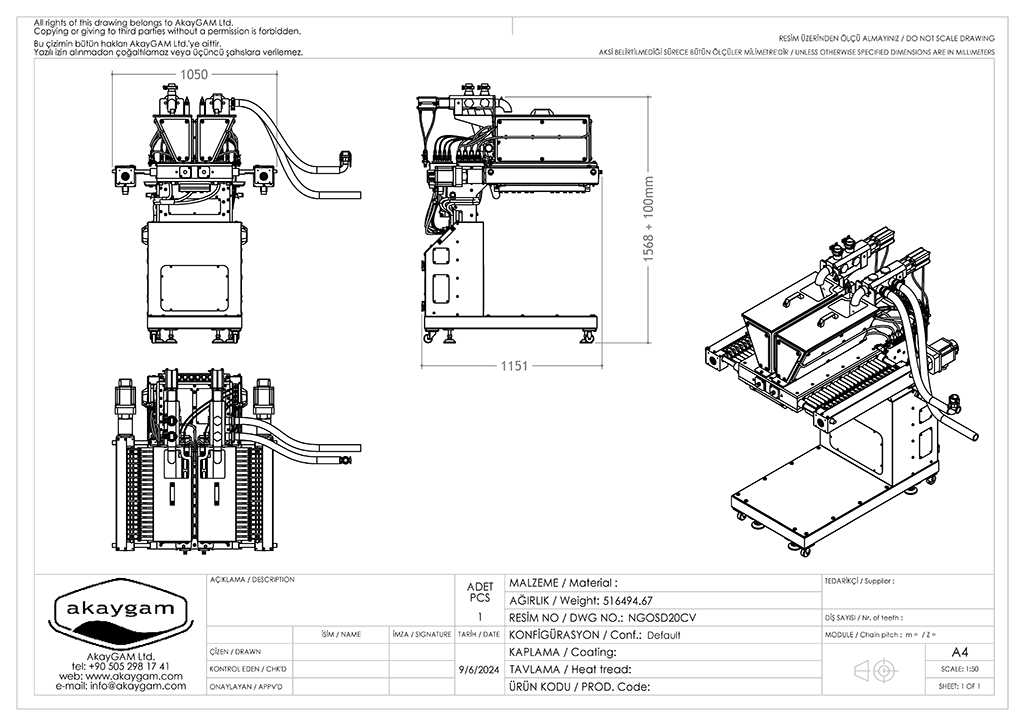
NGOSD20CV Technical Drawing
Related equipment
Minimum upstream chain: chocolate storage tank → tempering machine (continuous for NGOSD10CV, industrial for NGOSD20CV) → 3-way valve at the temperer outlet → NGOSD-CV depositor. A decrystallization tube sits on the bypass leg of the 3-way valve, parallel to the depositor and not downstream of it — it reheats tempered chocolate returning to the storage tank when the depositor pauses, so the temperer keeps receiving consistent inlet conditions. Downstream of the NGOSD-CV: cooling tunnel sized to the deposit weight and indexing rate, then demolding. For center-filled products, a second hopper on the depositor carries the filling stream into the second concentric nozzle.


Frequently Asked Questions
Answers to common questions about the AkayGAM NGOSD-CV stand-alone one-shot chocolate depositor.
NGOSD10CV or NGOSD20CV — which model?
Maximum shot weight decides. Both run at up to 20 shots/min and share the common valve mechanism, servo Z-axis, servo suck-back, and PID-controlled dry heating:
Picking NGOSD10CV above 500 g/shot hits the per-shot ceiling and forces a multi-pass cycle that breaks the one-shot principle; picking NGOSD20CV for products well under 500 g/shot pays for unused chassis and an extra 0.8 kW. The model is fixed at order — chassis and piston-cylinder geometry are sized at manufacture, not field-changeable.
What is one-shot depositing and what is the CV series for?
One-shot depositing forms the chocolate shell and the filling in a single synchronized cycle: shell chocolate and filling are dosed simultaneously through concentric pistons into one mold cavity, eliminating the separate shell-then-fill steps used on shell-molding lines. The NGOSD-CV series uses a common valve mechanism — one shared valve serves all suction and pouring pistons across the manifold, which keeps the chassis simple and the cost lower. CV fits production where shell-to-filling weight ratio across cavities holds acceptable tolerance with shared valve timing. Tighter per-cavity weight accuracy requires the NGOSD-SV (separate valve) series with a dedicated valve per cylinder; SV is not on this page.
CV or SV — when are separate valves required?
Common valve (CV) shares one valve mechanism across all suction and pouring pistons. Across cavities, deposit weight tracks together but absolute weight tolerance per cavity depends on viscosity uniformity in the manifold. Separate valve (SV) gives each cylinder its own valve, allowing independent per-cylinder weight control and tighter tolerance across the full mold. CV fits standard molded chocolate and center-filled production with normal commercial weight tolerance. SV is required when product specification or downstream weight-check rejects mandate per-cavity weight control. The SV series is a different machine and is not field-converted from CV.
Stand-alone or bundled with a molding line — which page is which?
Chassis shipment decides which page applies:
Picking stand-alone when cooling tunnel and demolding are also missing leaves the rest of the line to source elsewhere; picking a bundled line when only the depositor is missing pays for components the plant already has.
Mold depositing or belt depositing — same machine?
Same machine, both modes. NGOSD-CV deposits into polycarbonate molds (pralines, tablets, center-filled chocolates) when installed above a mold conveyor, or onto a cooling-tunnel belt (drops, coins, filled portions) when installed above a belt. Mode is set by mounting position and PLC recipe — belt speed, shot frequency, suck-back stroke, and Z-axis travel are stored per format and recalled by the operator without mechanical changeover. Constraint: belt mode does not produce shaped lentils with engraved top profiles — those need cavity drums on the RD600 roller depositor. CDFL chocolate drop lines are dedicated belt-depositing lines for high-volume drops/chips/buttons production with their own cooling tunnel and two-zone belt; NGOSD-CV in belt mode covers ad-hoc belt depositing inside a molding-line plant, not dedicated drop production.
What feeds the NGOSD-CV from upstream?
Tempered chocolate, supplied via the chocolate storage tank. Tempering grade splits by model: NGOSD10CV requires a continuous tempering machine — its smaller shot weight and finer cavity work depend on the highest-grade crystal form for gloss, snap, and clean mold release. NGOSD20CV is fed by an industrial tempering machine — the 1000 g shot weight and the chocolate types this model runs match industrial-grade tempering output. The depositor's PID-controlled dry heating holds the depositor body and three-way valves at working temperature but does not temper — it conditions already-tempered chocolate against thermal loss inside the manifold. Feeding untempered chocolate produces molded pieces without gloss, without snap, and with poor mold release. Wheel-type batch temperers drain between cycles and break the depositor's hopper level-sensor feed loop; they are not used upstream of either model.
What does the NGOSD-CV not do?
What is the warranty and lead time on the NGOSD-CV?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as chassis size, piston-cylinder geometry, mold or belt mounting, and integration with the existing tempering machine and cooling tunnel are sized at manufacture.