Complete Chocolate Enrobing Line
ENL200 — integrated tempering, enrobing and cooling
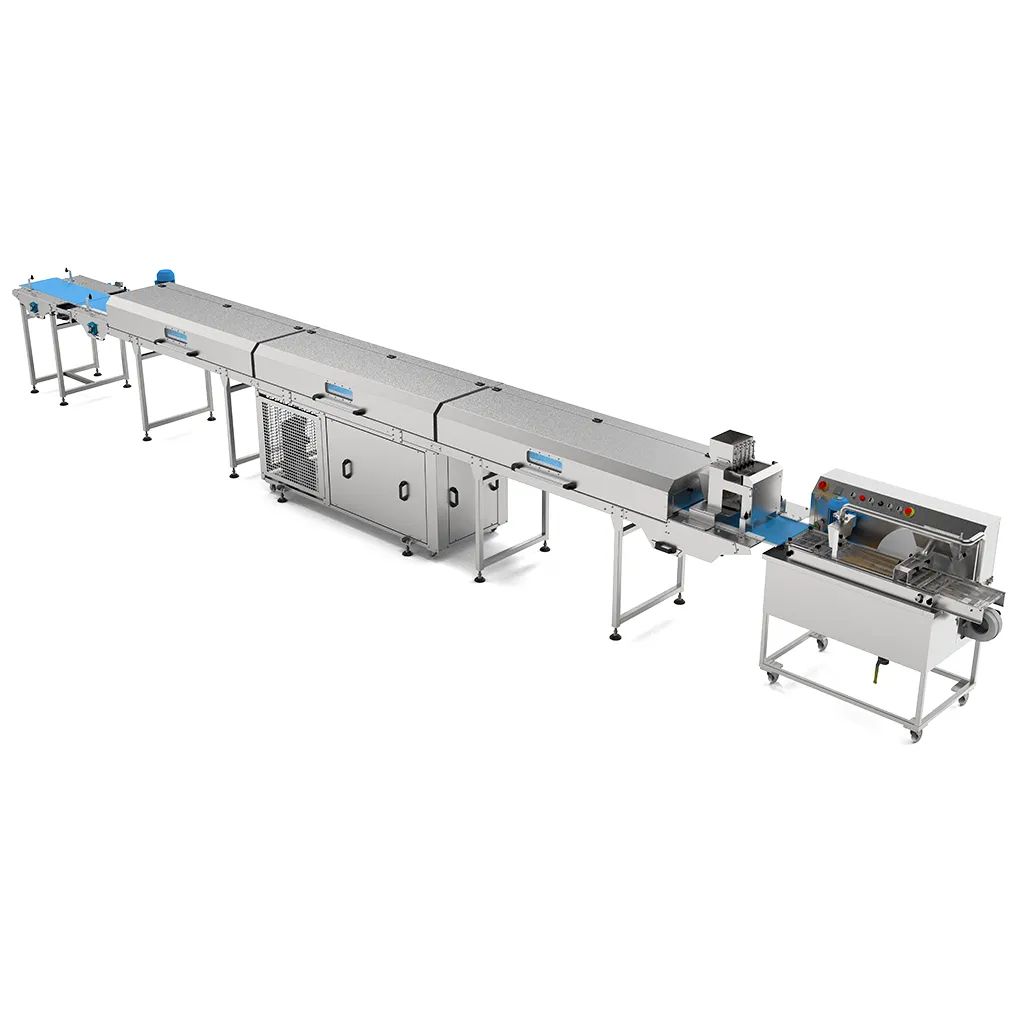
The ENL200 coats flat-based products with tempered chocolate in one continuous line. The chocolate curtain coats the top and sides, a bottoming roller coats the underside, and a cooling tunnel sets the shell. It sits after chocolate preparation and before packing.
Infrastructure decides the machine family. Select the ENL200 when tempering and cooling infrastructure do not yet exist; select a standalone enrober only when both systems are already installed and operating.
First decision: does the enrobing principle fit the product at all? A flat-bed curtain coats one face down and leaves a flat base. The wrong principle for the product geometry wastes the line. Match the product condition to one machine before reading further:
For a new coating line where no temperer or tunnel is installed, the ENL200 is the complete enrobing system. Two further conditions switch the answer away from it:
The cooling tunnel includes automatic belt tracking to prevent belt drift, internal lighting, and gas-spring supported lids for faster access during cleaning and inspection. A condenser is integrated to help keep cooling conditions stable. Tunnel temperature is set on the HMI and adjusted to product type, belt speed and coating thickness.
Share
 ENL200
ENL200

ENL200 enrobing line – design overview
All product-contact parts are made from stainless steel, aluminum, and FDA-approved engineering plastics. The cooling tunnel is designed with internal lighting and gas-spring supported lids to simplify cleaning and inspection, while automatic belt tracking helps maintain stable product transport during continuous operation.
The ENL200 is intended for enrobing biscuits, wafers, bars, and pastry products. Optional integration of a sprinkling module allows inclusions to be applied directly after the curtain area, supporting clean bonding before the product enters the cooling tunnel.
Line composition and process flow
The ENL200 chains four stages in one synchronized pass. Each stage has one role and a stated failure mode if it is out of specification.
| Stage | Role | Key spec | If out of spec |
|---|---|---|---|
| 1. Wheel tempering machine | Builds the stable cocoa-butter crystal structure feeding the curtain | 50 kg batch, dry-heated | Untempered or over-tempered chocolate sets dull and soft and blooms; over-temper also raises viscosity and causes feet |
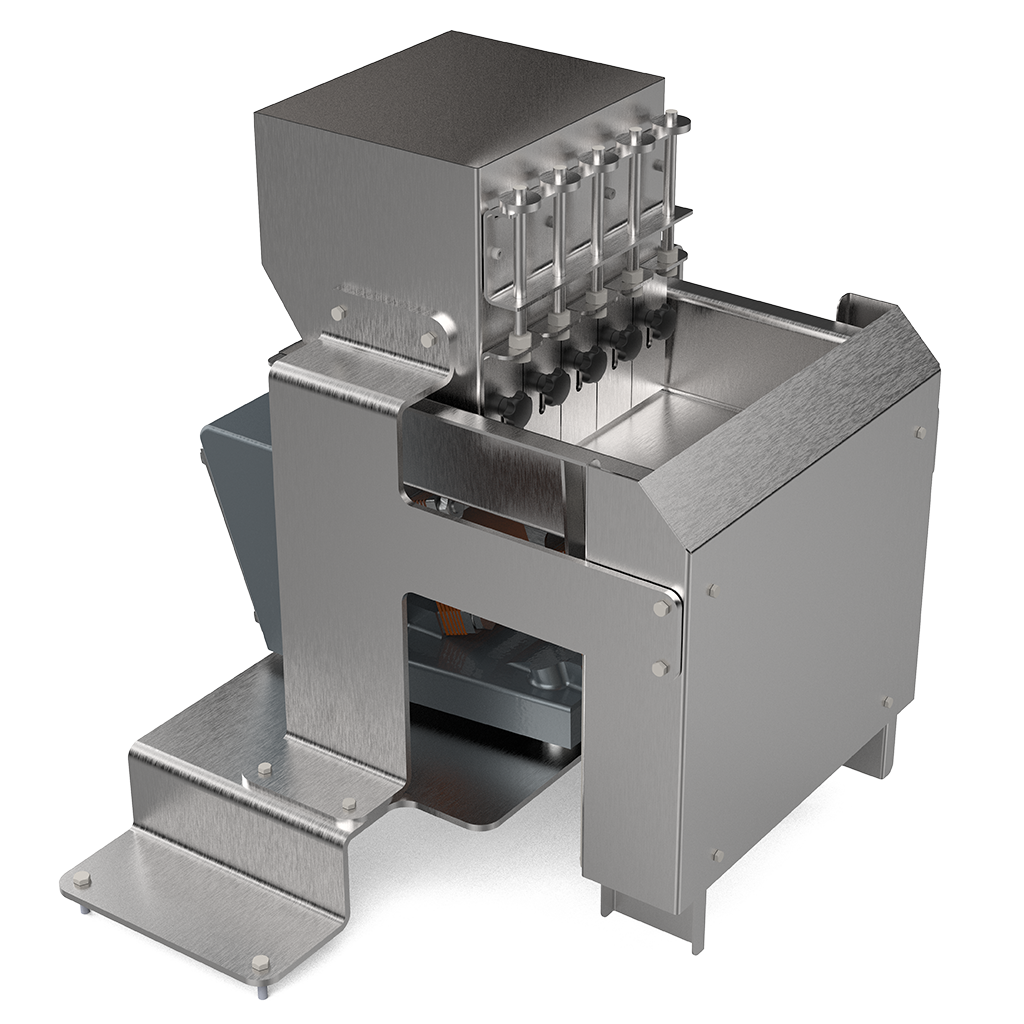
| 2. Enrober conveyor | Forms the chocolate curtain over the top and sides, with optional bottoming underneath; excess recovers through the mesh | 200 mm belt width, adjustable speed | Wrong blower, vibration, or belt speed shifts coating weight and leaves feet, skirts, or pooled tops |
| 3. Sprinkler (optional) | Applies inclusions — nuts, crumbs, crispies — onto the wet coating before setting for adhesion | Mounted over the belt after the curtain | Applied after the coating sets, inclusions do not adhere |
| 4. Cooling tunnel | Sets the coating with controlled airflow and temperature | 300 mm belt, 6 m cooling length (configurable to 10 m), integrated condenser, automatic belt tracking | Too short or too warm and pieces exit soft; most real chocolate needs roughly 8 minutes of tunnel residence |
ENL200 capacities and options
Standard enrober conveyor width is 200 mm. Cooling length is 6 m and can be configured up to 10 m based on production capacity. Typical output is up to 50 kg/h, influenced by curtain thickness, product spacing, belt speed and chocolate viscosity.
Above 50 kg/h, the standard ENL200 layout becomes the wrong selection. Use a wider conveyor, longer cooling tunnel, or a separate industrial enrobing architecture; otherwise products exit soft, spacing collapses, or coating weight becomes unstable.
What the ENL200 is not
Coating control on the enrober conveyor
On the curtain stage, coating weight, edge cleanliness, and gloss are set by a few interacting variables. Each has a stated failure mode.
| Element | Controls | If wrong |
|---|---|---|
| Chocolate temper & viscosity | Coverage, gloss, snap, set time | Untempered/over-tempered sets dull, soft, bloomed; high viscosity gives thick bottoms and feet |
| Air blower | Top and side coating thickness; bubble removal | Too little pools the top; too much strips the coat. Blower output must rise with belt speed to hold thickness |
| Vibration | Excess removal; even bottom coverage | Too little leaves a thick uneven coat; too much marks the surface |
| Bottoming roller | Underside coating thickness | Chocolate too hot/cold or an excessive layer leaves feet; a moist centre repels the bottom coat |
| Belt speed | Throughput and curtain residence | Higher speed needs proportionally more blower output; mismatch shifts coating weight batch to batch |
Warranty and Lead Time
The ENL200 carries a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as conveyor width, cooling-tunnel length, the optional sprinkler module, and utility integration are built into the line at manufacture.
Model Specifications
ENL200 compact enrobing line - technical features
Role: complete artisan-scale enrobing line — 50 kg batch wheel temperer, 200 mm enrober conveyor, sprinkler, and 6 m cooling tunnel in one synchronized process at up to 50 kg/h. Switch to a standalone enrober when a temperer and cooling tunnel are already in service; configure a wider conveyor and longer tunnel for higher throughput. 380 V three-phase, 6 kW.
Price 40.000,00 € (excl. VAT), EXW Istanbul
Optional devices and export packaging are not included in the base price.
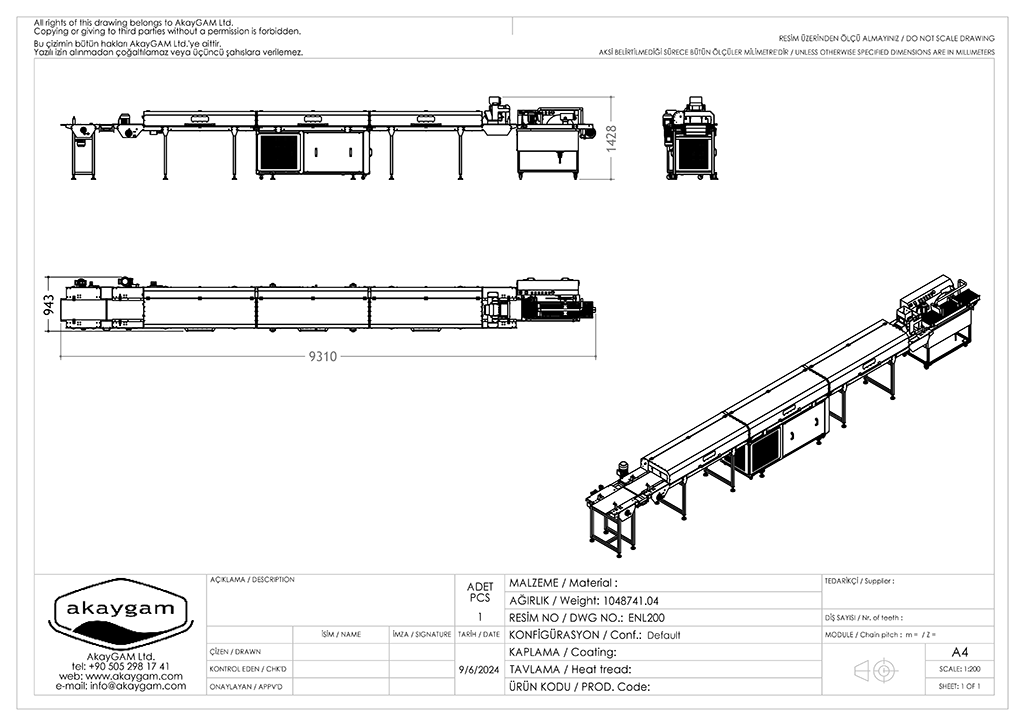
ENL200 technical drawing
Related equipment
A sprinkler mounts over the belt to deposit nut granules or inclusions onto the coating right after the curtain, before the cooling tunnel sets it. Upstream, a ball mill refines chocolate or compound to the target particle size, and a storage tank holds it homogeneous and fluid to feed the line's tempering stage for stable coating and setting.
Already have a tempering machine and cooling tunnel? See the EM200 standalone chocolate enrober.


Frequently Asked Questions
Answers to common questions about the ENL200 chocolate enrobing line.
What does the ENL200 enrobing line include?
Four synchronized stages in one line: a 50 kg batch wheel tempering machine, a 200 mm enrober conveyor with chocolate curtain and optional bottoming, an optional sprinkler module for inclusions, and a cooling tunnel with a 300 mm belt and 6 m cooling length (configurable to 10 m). Typical output is up to 50 kg/h. 380 V three-phase, 6 kW.
ENL200 line or a standalone enrober — which do I need?
What products can it coat?
Pre-formed, firm, flat-based centres: biscuits, wafers, bars, and pastry products, plus nuts and similar firm pieces. The curtain coats the top and sides and the bottoming roller coats the underside in one pass. Small, round, free-flowing centres that need an all-round shell with no flat spot are coated in a coating pan instead, not on an enrobing line. Bulk loose pieces in volume — nuts, cereals, coffee beans, dragées — are coated on a belt coater, not an enrobing line.
Does the chocolate need to be tempered, and can I use compound?
Real (cocoa-butter) chocolate must be tempered — the integrated wheel temperer does this so the coating sets glossy with snap and resists bloom. Untempered or over-tempered chocolate sets dull and soft. Compound coatings on vegetable fat set faster and need no tempering, so the temper stage matters most for real chocolate.
What causes feet, skirts, or a dull finish?
Feet and skirts on the base usually mean the coating viscosity is too high or the bottoming chocolate is too hot or too cold, or the detailer and transfer spacing are off. A dull or soft finish points to a temper problem — under- or over-tempered chocolate. Coating that is too thick on top usually means too little blower; stripped or disturbed coating means too much. Belt speed and blower output must move together to hold coating weight constant.
How long does the cooling tunnel take?
Most real chocolate needs roughly eight minutes of cooling-tunnel residence to set; compound coatings set faster. The standard 6 m tunnel suits up to 50 kg/h; higher throughput or longer-cycle products use the extended length up to 10 m. Too short or too warm a tunnel and pieces exit soft and mark on handling.
What is the warranty and lead time on the ENL200?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as conveyor width, cooling-tunnel length, the optional sprinkler module, and utility integration are built into the line at manufacture.