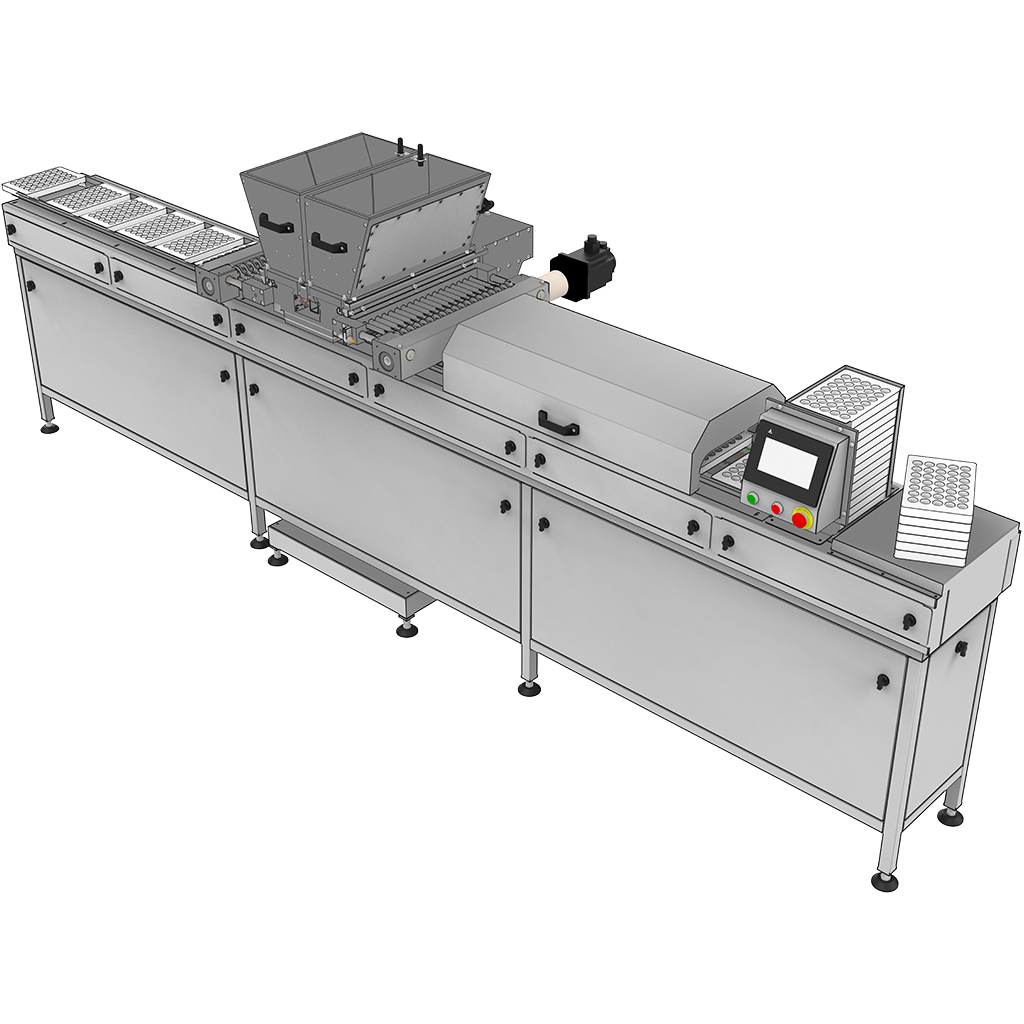
Semi-Automatic Chocolate Molding Machine (NGOSD16SV-ML)
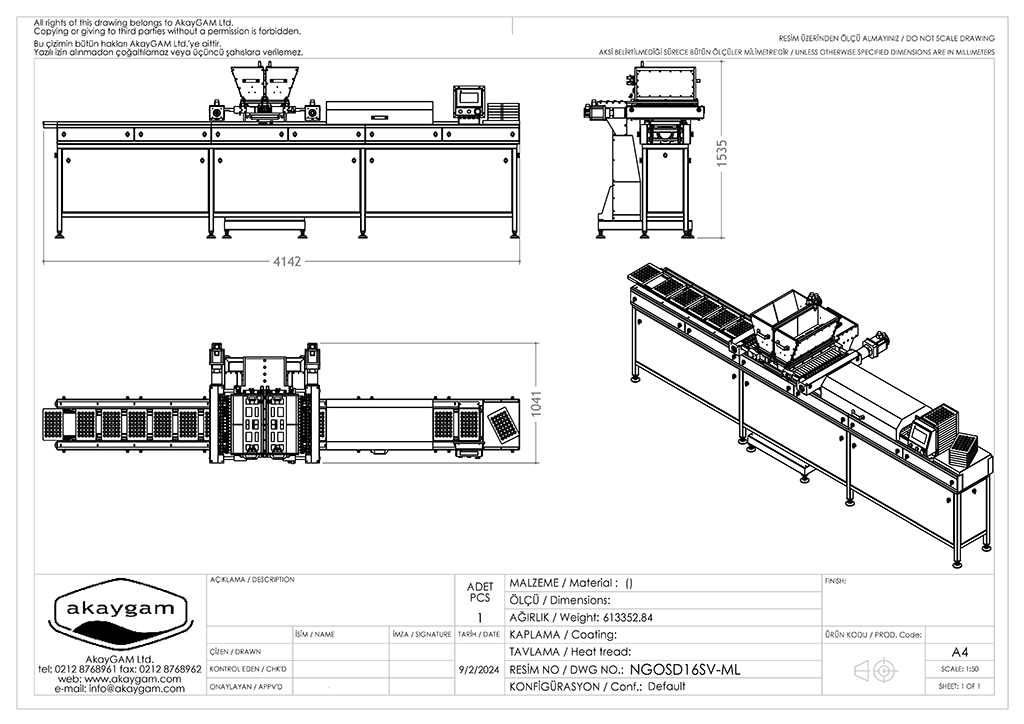
The NGOSD16SV-ML is a semi-automatic chocolate molding machine for plain or one-shot center-filled molded chocolates at 200–500 kg/h on 175 × 275 mm polycarbonate molds. A single chain conveyor carries molds through four stations: mold loader, mold heater, one-shot servo-driven depositor, and vibration. Demolding and mold return to the loader are manual operator tasks — there is no automatic mold loop. It sits after tempering and before a bundled cooling tunnel in the forming process.
The decision this page drives is mold format and demolding architecture. Select the NGOSD16SV-ML when 175 × 275 mm mold inventories already exist and manual demolding is acceptable — choosing it without operator labour at the outlet ties a person to the demolding station every cycle. Select the fully automatic molding line only when automatic mold circulation, automatic demolding, camera mold inspection, and unattended operation are required on 205 × 600 mm molds — choosing it against an existing 175 × 275 mm inventory forces a full 600-mold replacement. Select the MML100 mini molding line only for workshop-scale production below 100 kg/h — choosing the chain conveyor below that wastes its scale.
VIDEOShare
 NGOSD16SV-ML
NGOSD16SV-ML

Semi-automatic machine vs fully automatic line: mold size and demolding decide
NGOSD16SV-ML — 175 × 275 mm molds, manual demolding. 200–500 kg/h on a single chain conveyor with mold loader, mold heater, one-shot servo-driven depositor, and vibration. Demolding is manual at the line outlet. No automatic mold inspection and no IR mold-temperature gate — those gates are not required at this mold size and operator scale. 380 V three-phase, 10 kW. Right choice when existing mold inventory is already 175 × 275 mm, when an operator at the demolding station is acceptable, and when 25 kW for full automation is over-specified for the buyer's operation.
Fully automatic molding line (SML500) — 205 × 600 mm molds, fully automatic. 300–500 kg/h on larger molds with integrated demolding, camera-and-sensor mold inspection with automatic rejection, and IR mold-temperature gate that skips out-of-range molds without stopping the line. Minimum 600 polycarbonate molds. 380 V three-phase, 25 kW. Right choice when the operation requires fully unattended molding and the larger mold size suits the product format, or when starting a line from scratch with no mold-inventory constraint. Picking it when existing inventory is 175 × 275 mm forces a complete mold-set replacement at 600 minimum; picking the NGOSD16SV-ML for fully unattended production ties an operator to the demolding station every cycle.
NGOSD16SV-ML vs MML100: throughput on the same mold size
The NGOSD16SV-ML and the MML100 mini molding line use the same 175 × 275 mm polycarbonate molds, so existing mold inventory transfers between them. The decision is throughput. MML100 handles 50–100 kg/h with fully automatic integrated demolding and an elevator-type cooling tunnel — workshop volume, fully unattended once started. NGOSD16SV-ML handles 200–500 kg/h with manual demolding — higher throughput on the same mold inventory, but with operator labour at the demolding station. Below ~100 kg/h, the NGOSD16SV-ML's chain conveyor is over-specified and the MML100 fits the order book. Above ~100 kg/h continuous, the MML100 hits its capacity ceiling within the first shift; the NGOSD16SV-ML is the upgrade that preserves the 175 × 275 mm mold inventory.
Model comparison
| Property | NGOSD16SV-ML | SML500 | MML100 |
|---|---|---|---|
| Production capacity | 200–500 kg/h | 300–500 kg/h continuous | 50–100 kg/h |
| Mold size | 175 × 275 mm polycarbonate | 205 × 600 mm polycarbonate (green or blue only) | 175 × 275 mm polycarbonate |
| Mold count minimum | 500 pcs | 600 in circulation | 150 in full circulation loop |
| Demolding | Manual at line outlet | Integrated automatic | Integrated automatic |
| Mold inspection & rejection | Not provided | Camera plus sensors, automatic rejection | Not provided |
| Mold temperature gate | Mold heater (single set point) | IR sensor skips out-of-range molds without stopping | Not provided |
| Cooling tunnel | Horizontal or elevator-type — selected at quotation | Elevator-type | Elevator-type |
| Power | 380 V three-phase, 10 kW | 380 V three-phase, 25 kW | 380 V three-phase, 10.2 kW |
| Eliminates if… | You need fully unattended molding (manual demolding) or you need 205 × 600 molds (size mismatch) | Existing mold inventory is 175 × 275 mm (forces full mold replacement) | Order book is above ~100 kg/h continuous (capacity ceiling) |
One-shot only — what the line does not do
The NGOSD16SV-ML deposits chocolate shell and fat-based filling together in a single one-shot cycle. Particulate inclusions in the chocolate or filling — crushed nuts, cookie pieces, rice crisps — obstruct the dosing path, disturb the cut-off at the end of each shot, and degrade deposit weight accuracy within the first batch; not on this machine. Toppings sprinkled on the open mold surface before or after depositing are fine and use a sprinkler, not the depositor. Hollow shells separately filled afterwards (truffles with thin shells, alcohol-based liquid centers, very high filling-to-shell ratio, or layered fillings deposited in sequence) require shell-then-fill architecture — a different line family, not a configuration option here.
Cooling tunnel: horizontal or elevator-type at quotation
The NGOSD16SV-ML is bundled with a cooling tunnel selected at quotation. Horizontal cooling tunnel routes molds horizontally past the cooling stages and gives top-and-bottom cooling access, which produces more even solidification and easier maintenance access. It needs longer floor space — installations short on floor length cannot fit it. Elevator-type cooling tunnel routes molds vertically through the cooling stack, reaching the same residence time in a fraction of the floor length. It suits installations where horizontal floor length is unavailable. The selection is fixed during the order — the same NGOSD16SV-ML cannot be re-bundled with the other tunnel architecture after delivery.
Warranty and Lead Time
The NGOSD16SV-ML carries a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as the cooling-tunnel architecture (horizontal or elevator), depositor configuration, and utility integration are built into the machine at manufacture and are not retrofittable.
Model Specifications
NGOSD16SV-ML Semi-Automatic Chocolate Molding Machine – Technical Features
Role: semi-automatic industrial molding at 200–500 kg/h on 175 × 275 mm molds, with manual demolding and a bundled cooling tunnel. Switch to the MML100 below ~100 kg/h on the same molds; switch to the SML500 for fully unattended molding or 205 × 600 mm molds. 175 × 275 mm polycarbonate molds, minimum 500 pcs. 380 V three-phase, 10 kW.
Price Contact us for pricing
Cooling tunnel and export packaging are quoted separately based on configuration.
NGOSD16SV-ML Technical Drawing
Related equipment
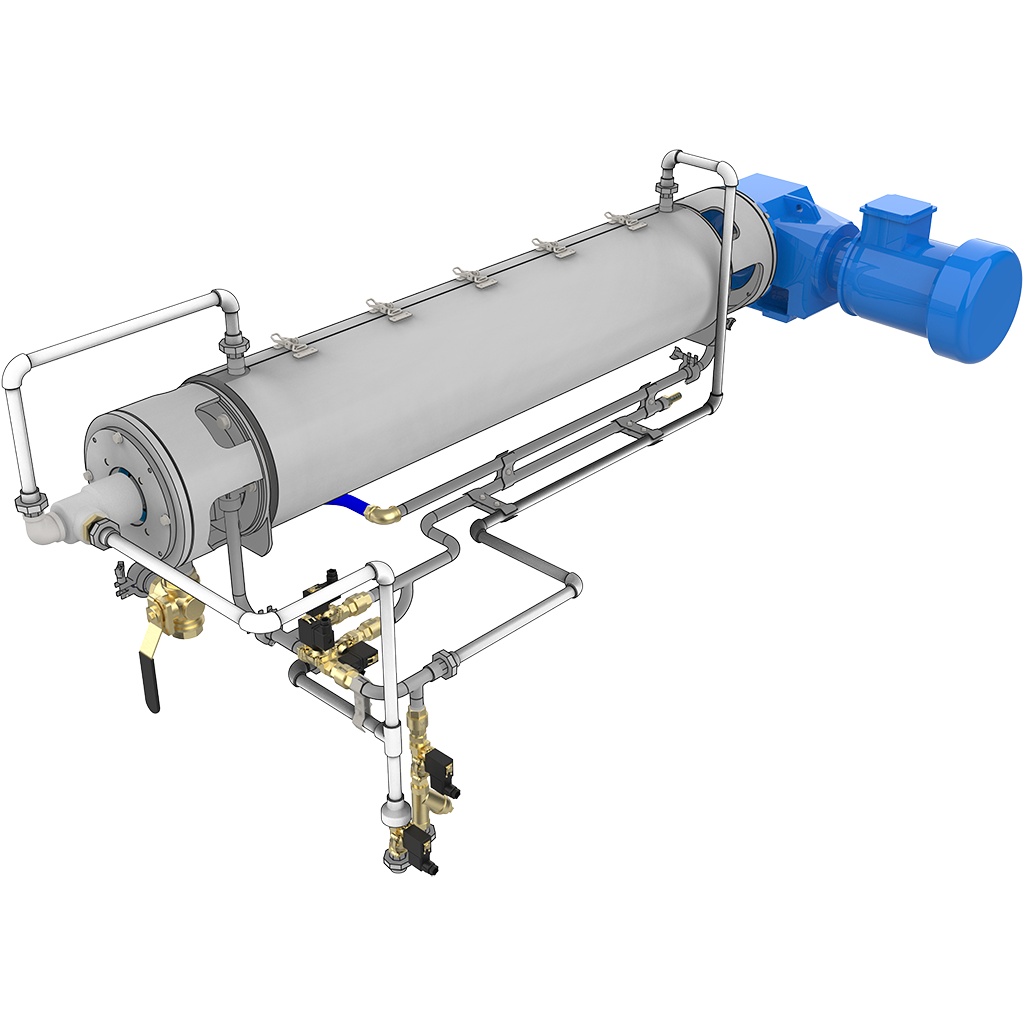
The NGOSD16SV-ML needs tempered chocolate at the depositor inlet. Minimum upstream chain: ball mill refiner → chocolate storage tank → tempering machine → NGOSD16SV-ML depositor. The tempering machine must be a continuous tempering machine — a wheel-type temperer empties between cycles and cannot feed the depositor through a shift. A decrystallization tube on the tempering bypass leg keeps the storage tank stable when the depositor pauses; without it, every depositing pause cools the tank and the temperer loses inlet stability over a long shift. A chocolate cooling tunnel is bundled with the NGOSD16SV-ML — horizontal or elevator-type selected at quotation. The SML500 high-capacity line is the alternative when 205 × 600 mm molds and fully automatic demolding are required; the MML100 mini molding line is the alternative below ~100 kg/h on the same 175 × 275 mm molds.



Frequently Asked Questions
Answers to common questions about the AkayGAM NGOSD16SV-ML semi-automatic chocolate molding machine.
Semi-automatic molding machine or fully automatic molding line?
Demolding architecture and mold format decide:
Picking the automatic line when existing mold inventory is 175 × 275 mm forces a full mold-set replacement at 600 minimum; picking the NGOSD16SV-ML for a fully unattended line ties an operator to the demolding station every cycle.
NGOSD16SV-ML or MML100 — which one?
Throughput decides. Workshop volume of 50–100 kg/h on the same 175 × 275 mm molds with fully automatic demolding and integrated mold loop: MML100. Industrial chocolate molding machine at 200–500 kg/h on 175 × 275 mm molds with manual demolding: NGOSD16SV-ML. Both lines use the same mold inventory, so the upgrade from MML100 to NGOSD16SV-ML preserves existing molds. Picking the NGOSD16SV-ML for workshop volume wastes the chain-conveyor scale and ties up an operator at the demolding station; picking the MML100 for industrial volume hits the 100 kg/h ceiling within the first shift.
Horizontal cooling tunnel or elevator-type — which is bundled?
Either, selected at quotation by available floor space:
The selection is fixed at order — it is not retrofittable on the same machine.
What can the NGOSD16SV-ML produce — and what can't it?
How many molds are required and what colour?
Minimum 500 polycarbonate molds, 175 × 275 mm. The minimum is set by the chain-conveyor length plus the manual demolding station and return path; below 500, the conveyor cannot be kept full and depositing has to pause. Mold colour is not constrained by camera inspection because the NGOSD16SV-ML has no camera mold inspection — that gate exists on the SML500 only.
What feeds the NGOSD16SV-ML from upstream?
Tempered chocolate at the design inlet condition, supplied by a continuous tempering machine that draws from a chocolate storage tank (refining upstream of that). A wheel-type temperer cannot feed the NGOSD16SV-ML depositor — it empties between cycles and breaks the line. A decrystallization tube on the tempering bypass leg keeps the storage tank stable when the depositor pauses; without it, every depositing pause cools the tank and the temperer loses inlet stability. For filled products, a second tempered chocolate or compatible filling stream feeds the second hopper.
Do you provide installation, commissioning, and operator training?
Yes. Installation supervision, commissioning, and operator training are available remotely or on-site depending on project scope and location. Running the machine on a one-shot product without commissioning verification of the depositing cycle and mold-heater set point is the most common cause of weight-accuracy issues in the first weeks of production.
What is the warranty and lead time on the NGOSD16SV-ML?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as the cooling-tunnel architecture (horizontal or elevator), depositor configuration, and utility integration are built into the machine at manufacture and are not retrofittable.