Chocolate Machines & Production Lines
AkayGAM manufactures industrial chocolate machines and equipment for preparation, forming, coating, and cooling. Machine categories are separated by process role, so the wrong equipment path can be eliminated early.
Select preparation machines if you make chocolate from ingredients. Select forming machines if tempered chocolate is ready for shaping. Select coating machines if the product center already exists and requires chocolate coverage.
Request QuotationTypes of Chocolate Machines
Select the category by process role. Preparation machines make or condition chocolate. Forming machines shape tempered chocolate. Coating machines apply chocolate to an existing center. Choosing the wrong category adds unnecessary machines or leaves a missing process stage.
Chocolate Preparation Machines
For producers making chocolate from ingredients. Includes fat melting, pre-grinding, refining, conching, holding, and tempering. Not required when using ready-made chocolate blocks or callets; in that case, start with chocolate melting and tempering.
Chocolate Forming Machines
For producers shaping already prepared and tempered chocolate. Includes molding lines, depositors, drop lines, roller depositors, and cooling tunnels. Unsuitable if the chocolate mass is not yet refined, conched, or tempered.
Chocolate Coating Machines
For producers applying chocolate to an existing center. Use enrobers for conveyor-fed fixed-shape products. Use belt coaters or pans for free-flowing centers. Choosing the wrong coating method causes feeding or coverage problems.








Chocolate Production Stages
Industrial chocolate production follows a defined sequence. Each stage has a specific purpose, requires specific equipment, and produces a specific failure mode if incorrectly configured. Use this section to identify which stage you are configuring and which machine it requires.
1. Fat and Chocolate Melting
Melts solid fats — cocoa butter, palm oil, shea butter, coconut oil — or solid chocolate input as callets, drops, rework, or whole blocks, and holds the liquid at stable temperature before entering production. Loading solid blocks into a cylindrical melting tank designed for callets overloads the agitator motor and extends melt time beyond a workable cycle. See: Fat Melting Tank, Chocolate Melting Tank.
2. Chopping and Pre-Grinding
Chops roasted nuts into calibrated granules for chocolate inclusions and praline preparation. Pre-grinds roasted cocoa nibs into paste before ball mill refining, producing the pumpable feed a ball mill requires. Loading whole nibs or roasted nuts directly into a ball mill overloads the pump and grinding shaft and prevents circulation; even partially pre-ground material extends refining time and increases media wear. See: Roasted Nuts Chopping Machine, Cocoa Nib Grinder.
3. Refining
Reduces particle size to 18–25 µm — below which the palate no longer detects grain. Under-refined chocolate stays coarse, and neither conching nor tempering reduces particle size to correct it. Reducing further below 18 µm raises yield stress and viscosity; the mass then resists flowing into moulds, coats unevenly in enrobing, and traps air. See: Chocolate Ball Mill.
4. Conching
Develops flavor, removes residual moisture and volatile acids (primarily acetic acid from cocoa fermentation), and stabilizes viscosity through extended mixing at controlled temperature. Mass must enter at 18–25 µm from a ball mill refiner — conching does not reduce particle size. For fine flavor chocolate, skipping the conche leaves residual acidity and underdeveloped flavor. See: Liquid Chocolate Conche.
5. Holding and Storage
Maintains liquid chocolate at stable temperature between process stages and feeds tempering, enrobing, depositing, and molding systems at a controlled rate. Returned chocolate must pass through a decrystallization tube. Without it, the tank accumulates residual Form V crystals and the downstream tempering machine cannot run a correct curve — temper degrades at the depositor. See: Chocolate Storage Tank, Decrystallization Tube.
6. Tempering
Induces stable Form V cocoa butter crystals through a precise temperature cycle. Batch size sets the model — wheel-type batch temperers cover up to 50 kg; above 50 kg a continuous screw temperer is required. Without seed addition the wheel cannot generate Form V on its own; fan cooling alone produces unstable Form IV that sets dull and blooms within days. See: Chocolate Tempering Machine.
7. Forming and Depositing
Shapes tempered chocolate into bars and pralines via mold depositing, lentils via roller depositing, flat drops and buttons via belt depositing, and filled products via one-shot depositing. Product geometry sets the machine family — a roller depositor cannot place a filling inside a shell, and a drop line cannot deposit into molds. See: Molding Line, Chocolate Depositor, Drop Line.
8. Enrobing and Panning
Applies chocolate to an existing center. Enrobers coat fixed-shape products such as biscuits, wafers, and bars in a single pass on a flat conveyor; belt coaters and coating pans coat free-flowing centers such as nuts, dried fruits, and cereals through repeated tumbling cycles. Fixed-shape products that cannot roll freely on a belt coater coat unevenly. See: Enrobing Line, Belt Coater, Coating Pan.
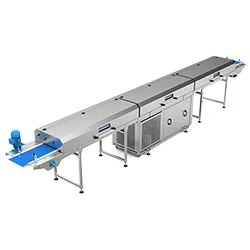
9. Cooling and Solidification
Solidifies tempered chocolate at the correct rate before demolding or packaging. Conveyor type follows product format: polyurethane belt for enrobed products and belt-deposited drops, coins, and callets; rod or modular belt for cooling molded chocolate, because molds need cold airflow underneath each cavity that a continuous PU belt cannot provide. See: Chocolate Cooling Tunnel.
Select the Right Chocolate Machine by Output Scale
The correct chocolate machine configuration depends on target throughput, production pattern, and whether you are adding one stage or building a complete line. Scale affects not just machine size but architecture — batch versus continuous, manual versus automated mold handling, stand-alone units versus integrated systems. Selecting an industrial-scale continuous line for artisan throughput leaves capacity idle and ties up capital. Selecting an artisan batch unit for industrial throughput causes daily shortfalls and forces second-shift operation.
| Scale tier | Throughput | Production pattern | Mold automation | Representative models | Wrong-choice cost |
|---|---|---|---|---|---|
| Laboratory / R&D | Trial batches | Batch, R&D cycles | Not applicable | LabBM10, tabletop tempering machine | Production-scale equipment for trial batches oversizes capital and floor space for output that is not commercial. |
| Compact (artisan, workshop) | 50–100 kg/h | Batch preparation, continuous forming | Integrated automatic demolding | RBM20, RBM40, RBM80, RBM160, MML100, ENL200 | Selecting an industrial-tier line for workshop throughput leaves capacity idle and oversizes capital. |
| Industrial — operator-assisted | 200–500 kg/h | Continuous forming, manual demolding | Manual demolding at the line outlet | NGOSD16SV-ML, RBM300, RBM500 | Picking this tier for fully unattended production ties an operator to the demolding station every cycle. |
| Industrial — fully automatic | 300–500 kg/h | Continuous, fully unattended | Fully automatic mold looping with camera inspection | SML500, RBM750, RBM1000, BTC2000 | Compact-tier equipment at this throughput requires multiple shifts to meet demand and creates handoff losses between stages. |
| Existing line, one stage missing | Match existing | Match existing | Match existing | Stand-alone refiner, conche, temperer, cooling tunnel, or belt coater sized to upstream and downstream throughput | Mismatched stage throughput creates a bottleneck at the slowest machine and idle capacity at the rest. |
Under 100 kg/h — Artisan and Pilot Scale
Tabletop tempering machines, compact molding lines (MML100), artisan enrobing lines (ENL200 at up to 50 kg/h), and individual stand-alone units for bean-to-bar producers, recipe development, and growing factories. Batch-oriented operation. Suitable for adding matched capacity at one stage without full-line commitment.
100–500 kg/h — Industrial Scale
Continuous molding lines (SML500), industrial belt coaters (BTC2000), and complete preparation systems with matched refiner, conche, storage, and tempering. Automated mold handling. Suited for producers running extended shifts at consistent output.
Stage Upgrades — Existing Line Expansion
Stand-alone machines for producers adding one process stage to an existing line — a ball mill refiner, tempering machine, cooling tunnel, or belt coater. All machines are sized against your existing upstream and downstream equipment before manufacturing begins.
About AkayGAM
AkayGAM LLC has been designing and manufacturing chocolate machines since 2002, headquartered in Istanbul, Turkey. All equipment is engineered in CAD, fabricated in-house in AISI 304 food-grade stainless steel, and function-tested before shipment. A structured 3D standard parts library and an Excel-based design automation script control purchasing and improve repeatability across production batches. AkayGAM does not resell third-party equipment.
Machines and complete lines are installed in 40+ countries across Europe, the Americas, the Middle East, Asia, and Africa. Export documentation, remote commissioning support, and operator training are available depending on project scope.
Why Choose AkayGAM LLC?
Flagship Equipment
Each card maps a production condition to one machine. Match your stage and scale, then open that machine's specifications. Standalone units and synchronized lines are configured at order.
Batch Refining, 15–1000 kg → RBM Series
The RBM series covers 30–1000 kg per batch for refining chocolate mass, nut spreads, praline creams, and fat-based fillings; the LabBM10 laboratory unit covers 15 kg for R&D. Hardened steel grinding balls bring particle size to 18–25 µm in a water-jacketed tank with PID-controlled temperature, holding the mass at a stable process temperature and preventing overheating during the refining cycle.
Used by bean-to-bar producers, artisan chocolatiers, and industrial manufacturers as the primary refining stage before conching and tempering.
RBM Series Specifications
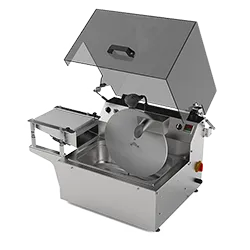
Standalone Tempering, 20–50 kg → WBTM Series
The WBTM50 uses PID-controlled temperature management with staged operation: high setpoint for melting (heater active), then reduced setpoint for tempering (heater off, fan-assisted cooling active). Continuous wheel agitation renews chocolate at the cooling surface, ensuring stable Form V crystal formation for gloss, snap, and reliable mold release.
Available in a 20 kg tabletop model (TTWBTM20) for laboratory, recipe development, and small workshop use, and in the 50 kg floor-standing WBTM50 for artisan production and pilot plants. Optional accessories include mold vibration tables and enrobing belt attachments.
WBTM Series Specifications
Compact Chocolate Molding Line (Up to 100 kg/h)
A structured production setup built for manufacturers who need real process control without a large footprint. Preparation, tempering, depositing, and cooling are connected and coordinated — a significant step up from running standalone machines independently.
Chosen by bean-to-bar producers, artisan chocolatiers, and growing factories that want an integrated line without committing to industrial-scale infrastructure.
MML100 / MMEL100 Specifications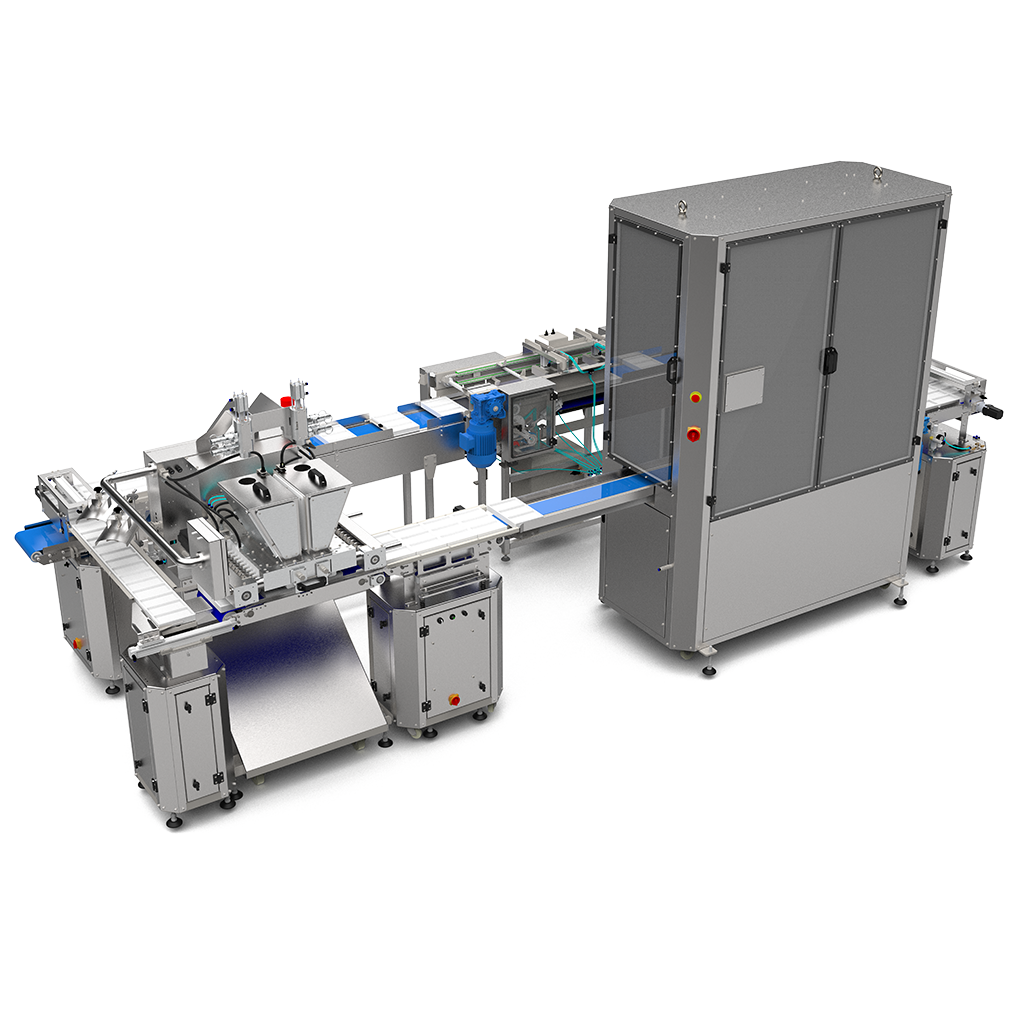
High-Capacity Chocolate Molding Line (Up to 500 kg/h)
The SML500 is a continuous molding line for industrial-scale chocolate bar and praline production. Depositing, mold vibration, mold handling, and tunnel cooling are synchronized in a single automated cycle — eliminating manual intervention between stages and maintaining consistent output weight and surface quality across extended production runs.
Chosen by established chocolate manufacturers scaling production volume or replacing older equipment. Line layout is engineered to your floor plan and electrical specification before manufacturing begins.
SML500 Specifications
Continuous Coating of Bars & Biscuits → ENL200
Designed for continuous chocolate coating of biscuits, wafers, bars, and similar products. The line maintains consistent coverage through coordinated feeding, enrobing, air-knife control, and temperature-managed cooling — so coating weight and surface finish stay uniform across the run.
A common choice for bakeries and confectionery producers adding a chocolate coating stage to an existing production process.
ENL200 Specifications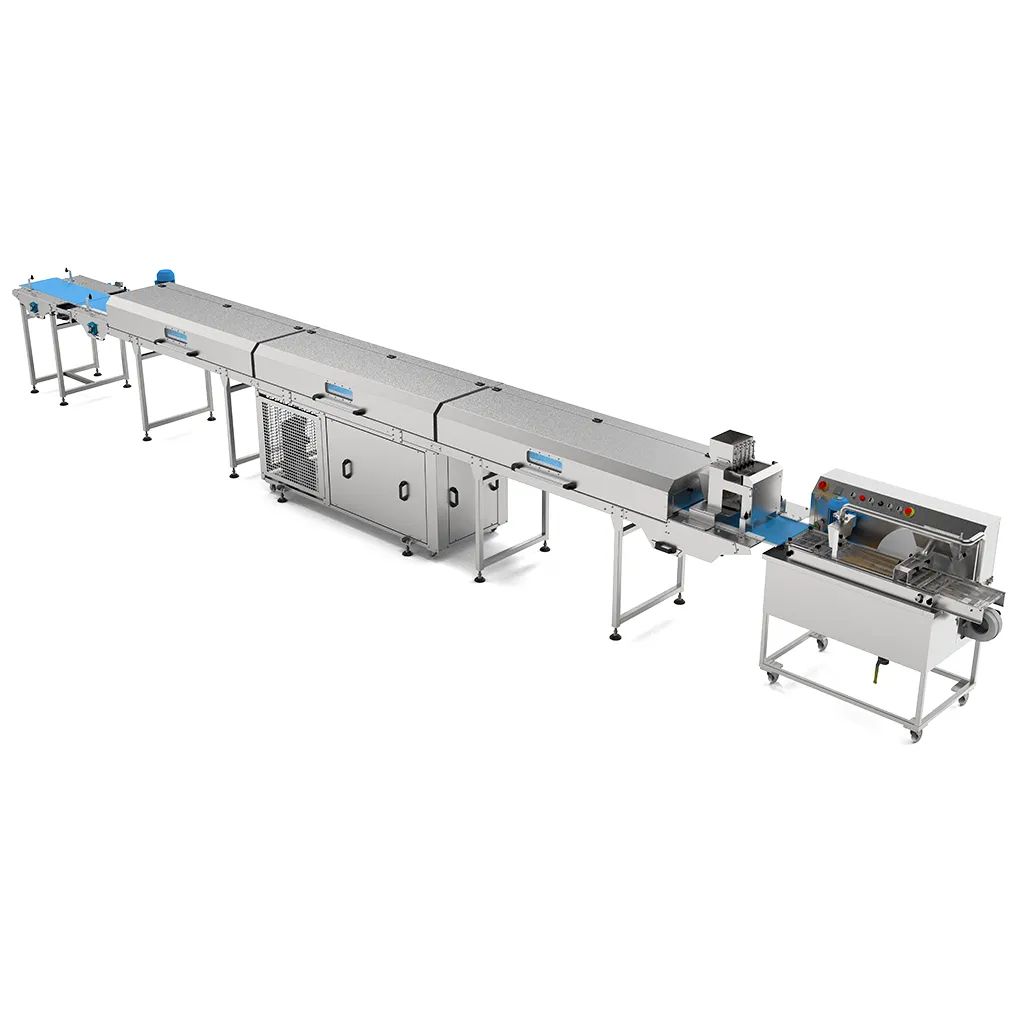
Batch Panning of Free-Flowing Centers → BTC Series
The BTC series is a horizontal belt coater for batch coating of free-flowing centers such as nuts, dried fruits, cereals, and coffee beans. Centers roll and tumble on the moving belt while chocolate is applied by controlled dripping or spraying in repeated coating cycles, building a uniform shell layer by layer.
Each cycle combines chocolate dosing, smoothing, and controlled setting with dehumidified cold air — stabilizing the coating before the next layer is applied. Used as an automated alternative to traditional coating pans, the belt coater delivers repeatable shell build-up with lower operator dependency.
BTC Series Specifications
Chocolate Machine FAQ
Answers to common questions about our machines, project planning, delivery, and support.
What is a chocolate production line?
A chocolate production line is a set of machines connected and configured to work together as a single system, covering all stages from raw material preparation to finished product. A complete line typically includes a melting tank, ball mill refiner, conche, tempering machine, storage tank, depositor or molding machine, and cooling tunnel — each sized and sequenced to match the output of the previous stage. Lines can be configured for continuous production at industrial scale or for batch production at smaller capacity. The advantage over stand-alone machines is synchronized operation, reduced manual handling between stages, and consistent output quality across production runs. Mismatched throughput between stages produces bottlenecks at the slowest machine and idle capacity upstream and downstream.
What machines are needed to make chocolate from scratch?
A complete chocolate production line from raw ingredients typically requires the following sequence:
Using ready-made chocolate (callets or blocks) removes the nib grinder, ball mill, and conche — start directly with melting and tempering.
What is the difference between a chocolate enrober and a belt coater?
A chocolate enrober applies coating in a single continuous pass as products move through a chocolate curtain on a conveyor, covering the product surface in one step. A belt coater operates as a batch panning system: free-flowing centers roll and tumble on a moving belt while chocolate is applied in multiple controlled cycles, building a coating shell layer by layer with intermediate setting steps. Enrobers are used for fixed-shape products such as biscuits, wafers, and bars; belt coaters are used for coating free-rolling centers such as nuts, dried fruits, cereals, and similar inclusions. Selecting an enrober for free-rolling centers will not work — the centers will not feed through a flat conveyor reliably.
Are you a manufacturer or distributor?
AkayGAM designs and manufactures all equipment in-house at our Istanbul facility. Every machine is engineered in CAD, built by our own production team, and tested before shipment. We don't resell third-party equipment.
Do you export worldwide?
Yes. We've supplied machines and complete lines to factories in over 40 countries across Europe, the Americas, the Middle East, Asia, and Africa — including the USA, Brazil, France, Finland, Saudi Arabia, the UAE, and others. Export documentation, remote commissioning support, and operator training can be arranged depending on project scope.
Do you provide installation and training?
Yes, depending on project scope. For larger line installations we provide on-site commissioning and operator training. For single machines or remote locations, we can provide structured remote support with documentation and video guidance. We'll agree on the support scope before the order is placed so there are no surprises.
How long does delivery take?
Typical delivery runs 2 to 5 months from order confirmation, depending on the machine type and project complexity. Because each project is engineered to order and tracked through our production control system, we can give you a realistic schedule at quotation stage and update you as manufacturing progresses.
What information do you need to recommend a solution?
The more detail you can share, the more accurate our proposal will be. The key inputs are:
If you have an existing production setup you're expanding, that context helps too — knowing the upstream and downstream equipment determines how the new machine must be sized to match. Send the project details through our contact page and AkayGAM will prepare a technical recommendation.