Mini Chocolate Molding Line (50–100 kg/h)
The MML100 and MMEL100 are compact one-shot chocolate molding lines for plain or center-filled molded chocolates at 50–100 kg/h on 175 × 275 mm polycarbonate molds. Sized for chocolatiers, R&D departments, and small private-label producers operating at workshop volumes on 175 × 275 mm molds.
VIDEO I VIDEO IIInstallation Constraints: First Decide
Ceiling clearance is the hard switch between the two cooling-tunnel architectures. Verify it before anything else.
Tall ceiling available → MML100 (elevator-type cooling tunnel). The elevator stacks the cooling path vertically — molds cycle through a vertical loop and discharge at conveyor level to the integrated demolding station. The compact floor footprint comes from converting horizontal cooling length into vertical stages. Picking MML100 without verifying overhead clearance produces an installation that does not fit; the elevator cannot be cut down to suit a lower ceiling because the stage count sets the cooling residence time.
Limited ceiling, floor length available → MMEL100 (multi-storey cooling tunnel on rails). The multi-storey architecture conveys molds through cooling stages on rails rather than stacking them vertically. Less ceiling height, more floor length than MML100. Picking MMEL100 without verifying floor length leaves the line short of room for the cooling rails plus the manual demolding station at the outlet.
Share
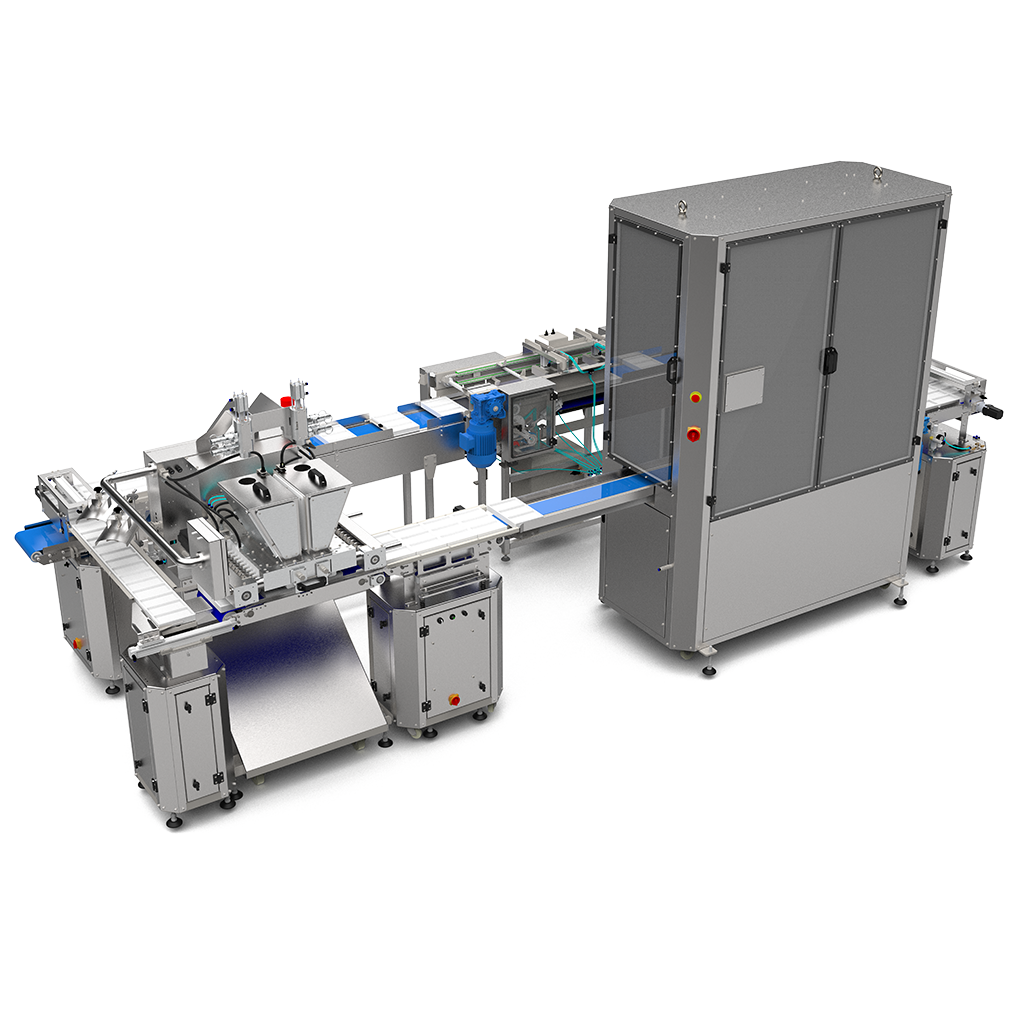 MML100
MML100

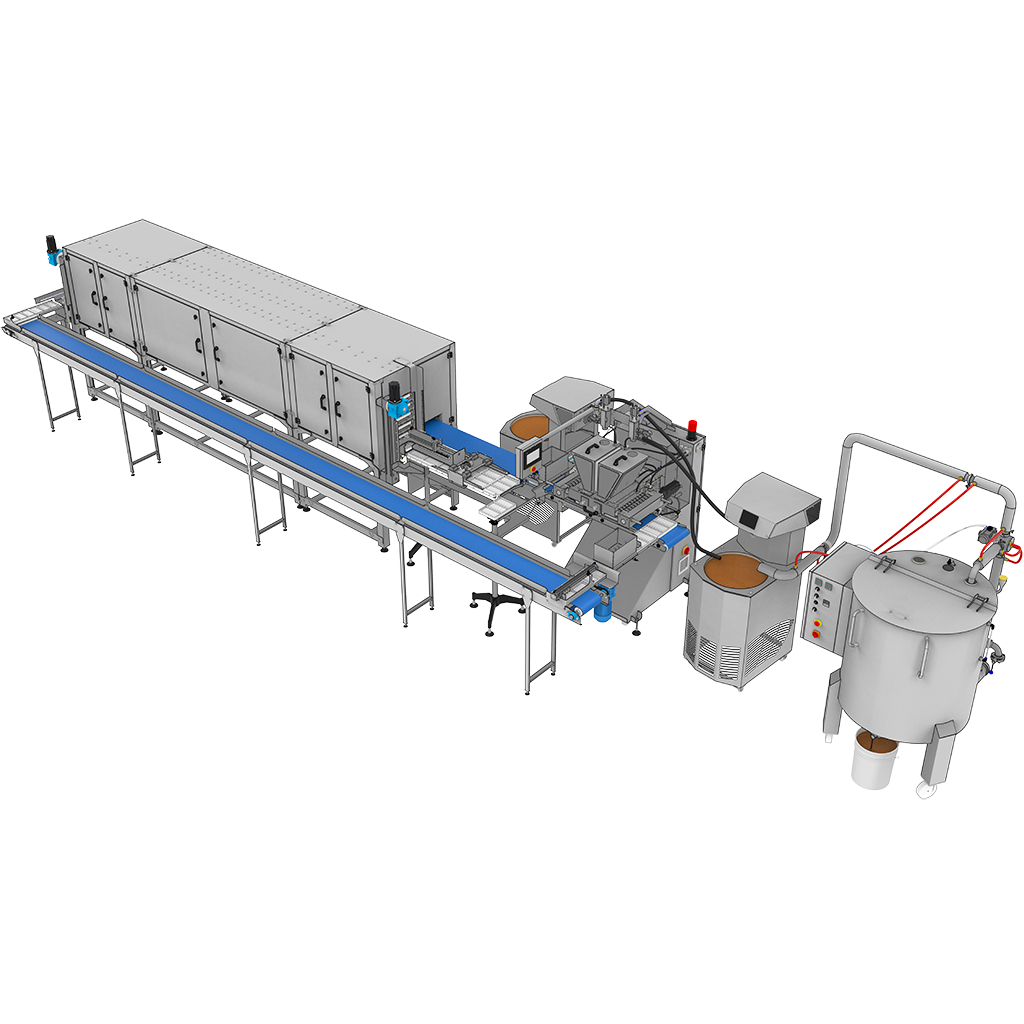 MMEL100
MMEL100
MML100 vs MMEL100: demolding and enrobing decide
Demolding labour and the enrober roadmap decide between MML100 and MMEL100.
Demolding labour and enrober roadmap → MML100 or MMEL100. MML100 ships with an elevator-type cooling tunnel and integrated automatic demolding at 10.2 kW — the line runs unattended through the shift once it is fed with tempered chocolate. MMEL100 ships with a multi-storey cooling tunnel on rails and manual demolding at 8 kW — an operator removes pieces at the line outlet every cycle, but a separate chocolate enrober can be added later as an optional add-on device sharing the same cooling tunnel. Both run at 50–100 kg/h on 175 × 275 mm polycarbonate molds with a 150-mold minimum in circulation. Picking MML100 when an enrober is on the roadmap forces a second cooling tunnel later; picking MMEL100 for fully unattended molding ties an operator to the demolding station every cycle.
Production target decides the platform. 50–100 kg/h → MML100 or MMEL100. Above ~200 kg/h continuous → industrial molding lines. The mini platforms are built for workshop-scale output, not factory-scale throughput.
Above ~200 kg/h continuous → off-page. The mini lines are at their capacity ceiling regardless of shifts above ~200 kg/h. Above this point a larger industrial chocolate molding line architecture becomes necessary. Picking a mini line for industrial volume hits that ceiling within the first shift.
Model Comparison
| Property | MML100 | MMEL100 |
|---|---|---|
| Cooling tunnel | Elevator-type, 108 molds in loop | Multi-storey on rails (mold conveying) |
| Demolding | Integrated automatic | Manual (operator at outlet) |
| Enrober option | Not available | Optional separate add-on device; enrobed articles enter the same cooling tunnel |
| Operator workload | Setup and supervision; line runs unattended | Continuous presence at demolding station |
| Power | 10.2 kW | 8 kW |
| Capacity | 50–100 kg/h | 50–100 kg/h |
| Mold size & minimum | 175 × 275 mm polycarbonate · minimum 150 in circulation | |
| Eliminates if… | You may need to add an enrober later — MML100 has no enrober option and a second cooling tunnel would be required | You need fully unattended molding — MMEL100's manual demolding ties up an operator |
One-shot only — what neither line does
Both lines deposit chocolate shell and fat-based filling together in a single one-shot cycle. Particulate inclusions in the chocolate or filling — crushed nuts, cookie pieces, rice crisps — obstruct the dosing path, disturb the cut-off, and degrade deposit weight accuracy within the first batch; not on either line. Toppings sprinkled on the open mold surface before or after depositing are fine and use a sprinkler, not the depositor. Hollow shells separately filled afterwards (truffles with thin shells, alcohol-based liquid centres, very high filling-to-shell ratio, or layered fillings deposited in sequence) require shell-then-fill architecture — a different line family, not a configuration option here.
MMEL100 optional enrober vs a dedicated chocolate enrober
The optional enrober is a separate add-on device sized to the MMEL100. When fitted, it produces enrobed articles that enter the same cooling tunnel — capacity stays at the MMEL100's 50–100 kg/h because both molding and enrobing share the same cooling tunnel and chiller load. It is the right choice for sites whose primary product is molded chocolate and that occasionally enrobe coated articles. Producers whose primary product is enrobed (chocolate-covered biscuits, wafers, candies as the main SKU) should specify a dedicated chocolate enrober or chocolate enrobing line with its own cooling tunnel sized for that throughput. Buying the MMEL100 with the enrober option to replace a dedicated enrober for primary enrobed production hits the shared cooling-tunnel capacity ceiling immediately; buying a dedicated enrobing line just to handle an occasional coated SKU wastes a second tunnel.
Mold count: 108 in the tunnel, 150 in the loop
Two numbers, two roles. The MML100 elevator tunnel holds 108 molds inside the cooling loop at any moment. The total minimum is 150 polycarbonate molds (175 × 275 mm) in the full circulation loop — the additional ~42+ are in the depositor approach, vibration station, and return conveyor at any moment. Below 150, gaps appear in the loop that the line cannot fill at production speed and continuous operation breaks down regardless of how the depositor is set. The 150 figure is a hard floor — order the molds as part of the line, not after the line is installed.
Warranty and Lead Time
AkayGAM mini molding lines carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as cooling-tunnel type, demolding mode, and the MMEL100 enrober option are built into the line at manufacture.
Model Specifications
Common to all models
Tab specifications below show only what differs between models.
MML100 Fully Automatic Mini Chocolate Molding Line – Technical Features
Role: fully unattended molding at 50–100 kg/h — elevator cooling tunnel with integrated automatic demolding, no operator at the outlet. Switch to MMEL100 if you may add an enrober later or accept manual demolding; move to an industrial molding line above ~200 kg/h. 380 V three-phase, 10.2 kW.
Price Contact us for pricing
Export packaging is not included in the base price.
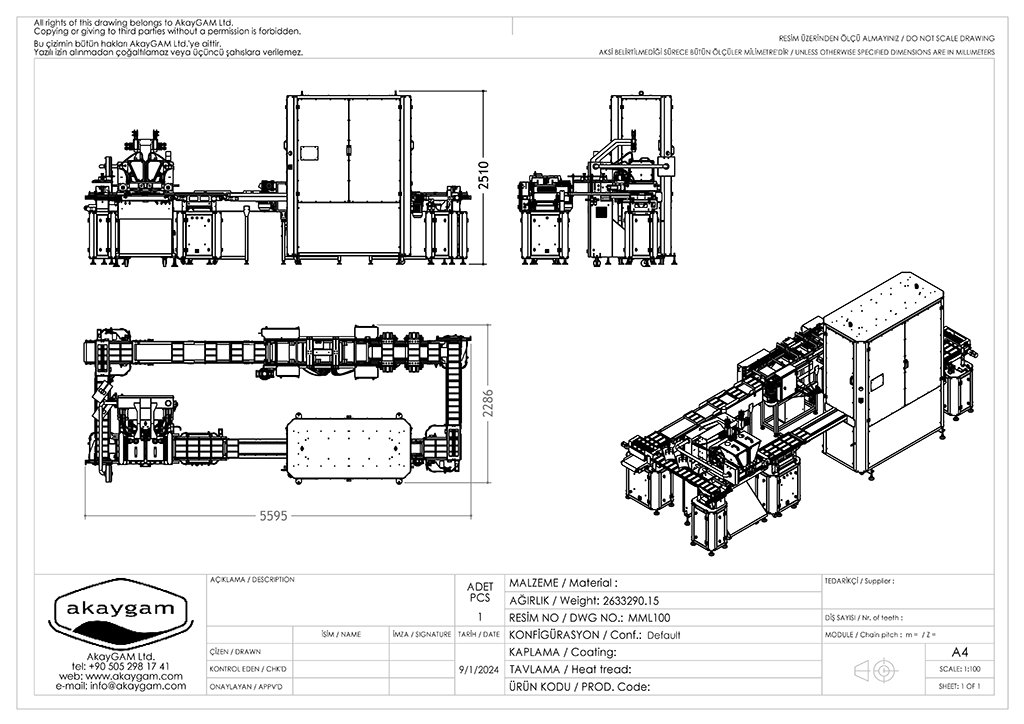
MML100 Technical Drawing
MMEL100 Mini Chocolate Molding Line with Optional Add-On Enrober – Technical Features
Role: molding at 50–100 kg/h with the option to add a separate enrober later — multi-storey cooling tunnel on rails, manual demolding at the outlet. Switch to MML100 for fully unattended molding; specify a dedicated enrober line if enrobed product is the primary SKU; move to an industrial molding line above ~200 kg/h. 380 V three-phase, 8 kW.
Price Contact us for pricing
Export packaging is not included in the base price.
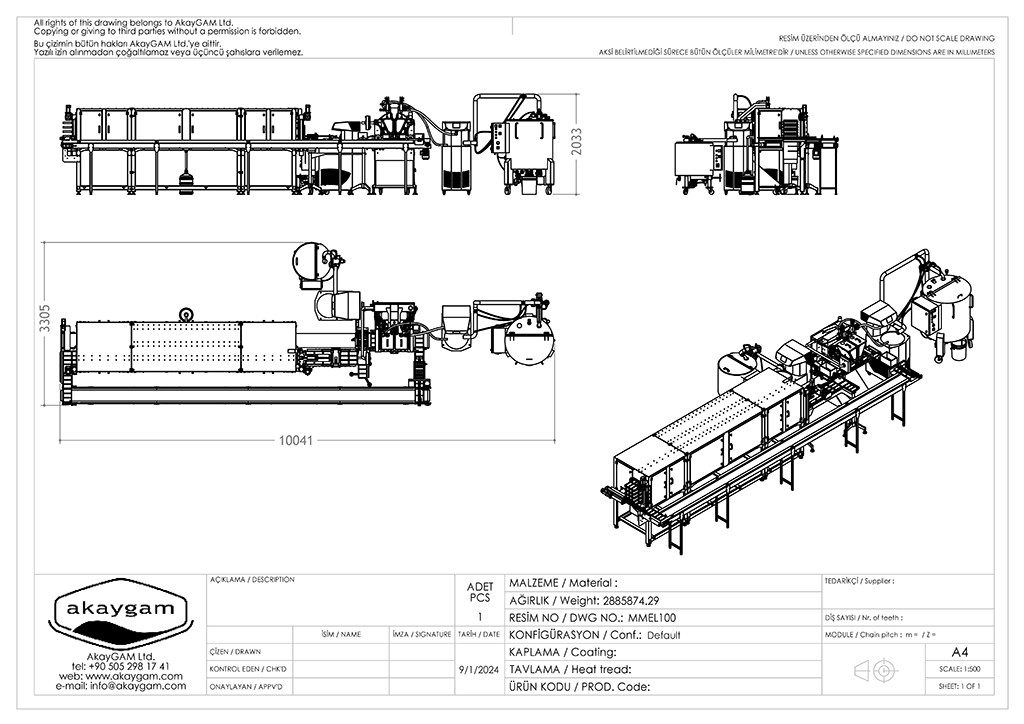
MMEL100 Technical Drawing
Related equipment
Both lines need tempered chocolate at the depositor inlet. Minimum upstream chain: ball mill refiner → chocolate storage tank → tempering machine → mini line depositor. The depositor must be fed by a continuous tempering machine — a wheel-type temperer empties between cycles and cannot supply the depositor through a shift. On MMEL100 fitted with the optional chocolate enrober, an AkayGAM wheel-type tempering machine can feed the enrober side of the line; the molding side still needs a continuous temperer fed separately. Sites whose primary product is enrobed should specify a dedicated enrober or enrobing line with its own cooling tunnel, not the MMEL100 enrober option. Above ~200 kg/h, a larger industrial chocolate molding line is the upgrade.




Frequently Asked Questions
Answers to common questions about the AkayGAM MML100 and MMEL100 mini chocolate molding lines.
MML100 or MMEL100 — which one?
Demolding and the enrober option decide:
Picking MML100 when you also need to enrobe coated articles forces a second cooling tunnel; picking MMEL100 for fully unattended molding ties an operator to the demolding station every cycle.
Is the optional enrober for MMEL100 a replacement for a dedicated enrober?
No. The optional enrober is an add-on device sized to MMEL100 capacity (50–100 kg/h) and shares the cooling tunnel and chiller load with the molding side. It is for sites whose primary product is molded chocolate and that occasionally need to enrobe coated articles. Producers whose primary product is enrobed (chocolate-covered biscuits, wafers, candies as the main SKU) should specify a dedicated chocolate enrober or chocolate enrobing line sized for that throughput, not the MMEL100 enrober option.
Are these the right size, or should I look at an industrial molding line?
Throughput drives this. Up to 50–100 kg/h on 175 × 275 mm molds, with a 150-mold minimum: MML100 or MMEL100 fits. Above ~200 kg/h continuous, the mini lines are at their capacity ceiling regardless of shifts — a larger industrial chocolate molding line architecture becomes necessary. Picking a mini line for industrial volume hits that ceiling within the first shift; picking an industrial line for workshop volume wastes its automation overhead.
How many molds do I actually need?
Minimum 150 polycarbonate molds (175 × 275 mm) in the full circulation loop. The MML100 elevator tunnel itself holds 108 molds; the additional ~42+ are in the depositor approach, vibration station, and return conveyor at any moment. Below 150, gaps appear in the loop that the line cannot fill at production speed and continuous operation breaks down. The 150 figure is a hard floor — order the molds as part of the line, not after.
Can I run chocolate or filling with crunchy inclusions?
No, on either line. Both use a one-shot depositor — particulate inclusions (crushed nuts, cookie pieces, rice crisps) obstruct the dosing path, disturb the cut-off at the end of each shot, and degrade deposit weight accuracy within the first batch. Smooth and semi-liquid fat-based fillings only. If inclusions are required as a topping rather than mixed into the filling, add them with a sprinkler before or after depositing.
Can these lines do hollow shells with separately deposited liquid centres?
No. Both lines are one-shot only — chocolate shell and filling are deposited together in a single cycle. Products that require a hollow shell separately filled afterwards (truffles with thin shells, alcohol-based liquid centres, very high filling-to-shell ratio) need a shell-then-fill line architecture, which is a different product family. Specify shell-then-fill at quotation; it is not a configuration option on the MML100 or MMEL100.
Do you provide installation, commissioning, and operator training?
Yes. Installation, commissioning, and operator training are available remotely or on-site depending on project scope and location. The most common cause of weight-accuracy issues at startup is running production before the depositor cycle and cooling parameters have been verified for the specific recipe — commissioning includes that verification.
What is the warranty and lead time on the mini molding lines?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as cooling-tunnel type, demolding mode, and the MMEL100 enrober option are built into the line at manufacture.