Roasted Nuts Chopping Machine
The chopping machine processes whole roasted nuts into calibrated, free-flowing granules through two-stage cutting — pre-crushing followed by guillotine slicing. It sits upstream of the ball mill refiner on praline and nut paste lines, and upstream of the inclusion mixer on lines producing nut-included chocolate bars, tablets, and coated products. Use mode is driven by downstream destination: chocolate inclusion mixing routes the medium-to-coarse fractions; ball mill pre-refining routes the fine-to-medium fractions.
Roasted nuts contain substantial fat — hazelnuts approximately 60%, almonds approximately 50%. Hammer mills and impact crushers release this fat during size reduction, causing particles to smear and clump. The chopping machine uses guillotine cutting, which slices rather than crushes. This keeps oil release minimal, preserves free-flowing granule geometry, and produces consistent particle size distribution suitable for both inclusion feeding and ball mill refining.
VIDEOShare
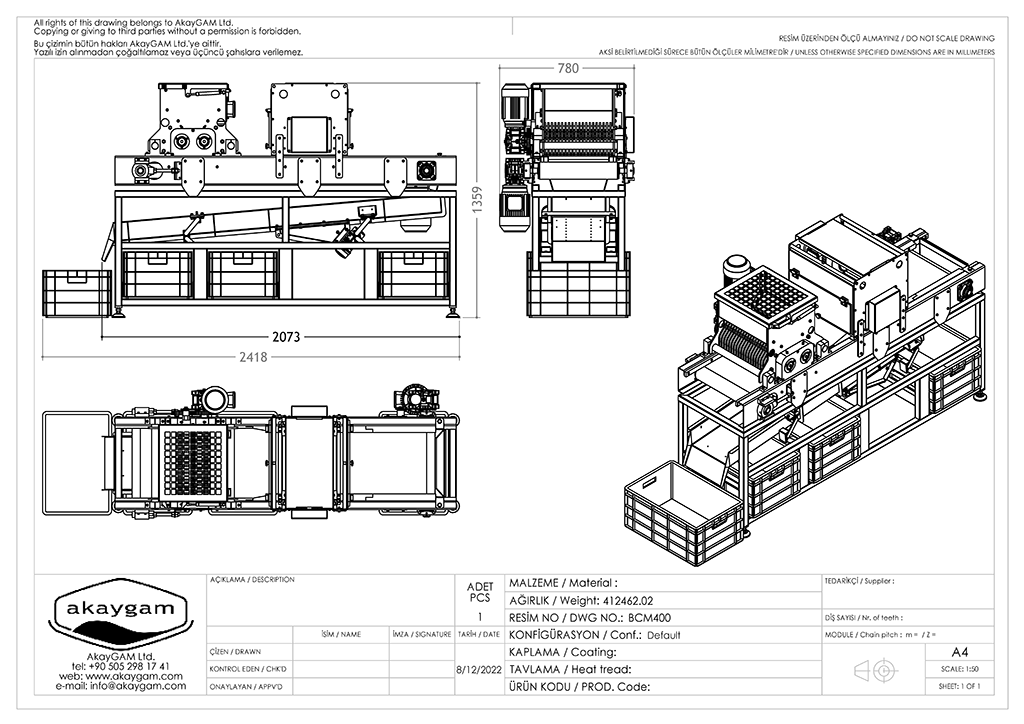
 BCM400
BCM400

Two-stage cutting system
The chopping machine produces calibrated free-flowing nut granules for chocolate inclusions or as a pre-refining feed to the ball mill. It is a cutting machine, not a grinder: it produces granules, not paste or powder. If your downstream process requires nut paste, use the CNG50 cocoa nib grinder instead — the chopping machine cannot produce paste.
Input requirements and downstream use
Where it is used in a chocolate production line
On praline and nut paste lines: nut roasting and cooling → BCM400 → ball mill refiner. On chocolate inclusion lines: nut roasting and cooling → BCM400 → inclusion mixer → depositor or molding line. On lines producing both, the machine's sieve fraction selection routes fine fractions to the ball mill and coarser fractions to the inclusion mixer.
Wear Parts, Warranty, and Lead Time
Knives are the wear part. The guillotine knives are the high-friction component; blunt or chipped knives increase oil smearing and degrade cut uniformity, sending inconsistent fractions downstream. Keep a spare knife set on hand so a changeover does not stop production. Routine knife and sieve maintenance between runs is covered in the FAQ below.
Warranty & lead time. The BCM400 carries a 1-year warranty against manufacturing and construction defects, excluding normal wear items such as the cutting knives. Lead time is 3–4 months from order, built to the required industrial voltage specification.
Roasted Nuts Chopping Machine – Technical Features
Two-stage guillotine cutting with vibratory sieve classification into 4 calibrated size fractions. For roasted peanuts, hazelnuts, almonds, pistachios, cashews, walnuts, and dry biscuits. Feeds chocolate inclusion mixers and ball mill refiners for praline and nut paste production. 200–400 kg/h. Three-phase only — no single-phase configuration. Not suitable for raw or high-moisture nuts, in-shell nuts, or paste output.
Price 23.000,00 € (excl. VAT), EXW Istanbul
Export packaging is not included in the base price.
Roasted Nuts Chopping Machine – Technical Drawing
Related equipment
On praline and nut paste lines, chopping machine output feeds the ball mill refiner, where pre-chopped nuts refine alone or with the other recipe ingredients into smooth paste at 20–30 µm. On chocolate inclusion lines, chopping machine output feeds the inclusion mixer, where calibrated nut granules blend into tempered liquid chocolate before depositing, molding, or enrobing. Lines producing both use sieve fraction selection to route fine fractions to the ball mill and coarser fractions to the inclusion mixer.


Frequently Asked Questions
Answers to common questions about the AkayGAM roasted nuts chopping machine.
What is the nut chopping machine used for in a chocolate production line?
The nut chopping machine serves two distinct roles. First, it produces calibrated nut granules for chocolate inclusions — mixed into tempered chocolate before depositing, molding, or enrobing. Second, it pre-processes whole roasted nuts before ball mill refining for praline, hazelnut paste, and nut-based spreads. Pre-chopping reduces feed particle size and lowers the mechanical load on grinding media and motor. Feeding whole roasted nuts directly into the ball mill without pre-chopping increases refining time, accelerates media wear, and raises energy consumption per batch.
Why use guillotine cutting instead of a hammer mill or impact crusher for roasted nuts?
Roasted nuts contain substantial fat — hazelnuts approximately 60% and almonds approximately 50%. Hammer mills and impact crushers apply high-energy impact that compresses nut cells and releases this fat during size reduction. The released oil causes particles to clump, smear, and paste rather than producing free-flowing granules. Guillotine cutting slices through the nut with a shearing force rather than an impact force, which keeps oil release minimal, maintains free-flowing granule geometry, and produces a consistent particle size distribution suitable for downstream inclusion feeding and ball mill refining.
What is the role of the pre-crushing section?
The pre-crushing section receives whole roasted nuts from the feed reservoir and reduces them to a smaller fragment size before they enter the guillotine cutting unit. This two-stage approach reduces the mechanical load on the guillotine knives, improves cutting consistency across the full knife set, and limits fine particle and dust generation. It also makes the machine practical for larger nuts — whole hazelnuts, almonds, and cashews — that would require excessive knife force if fed whole directly into the guillotine stage.
What are the four size fractions from the vibratory sieve and which is used for what?
The vibratory sieve classifies the chopped output into four calibrated fractions, each routed to a specific downstream use:
Which nuts can the roasted nuts granulator process?
The BCM400 handles dry, free-flowing inputs and strictly excludes high-moisture and uncooled products:
Where does the chopping machine sit in relation to other preparation machines?
On praline and nut paste lines, the chopping machine sits between the nut roasting and cooling stage and the ball mill refiner. It pre-chops whole roasted nuts into fragments, reducing feed particle size and lowering the energy demand on the refining step. On chocolate bar and tablet lines, chopping machine output feeds directly to an inclusion mixer, where calibrated nut granules blend into tempered liquid chocolate before depositing or molding. Lines producing both products use sieve fraction selection to route fine fractions to the ball mill and coarser fractions to the inclusion mixer.
How are the knives and sieve maintained between production runs?
After each production run, residual nut material and oil film are removed from the knife section, sieve, and feed reservoir mechanically before cleaning. All product-contact parts are stainless steel and accessible for inspection. Knives should be checked regularly for chipping, blunting, or uneven wear — blunt knives increase oil smearing and reduce cut uniformity. Replace the knife set when cuts become inconsistent or when visible damage is present. The sieve mesh should be inspected for blockages from fine particles or oil buildup, which reduce classification accuracy over time. Always keep a spare knife set on hand to avoid unplanned downtime during a knife changeover.
What is the warranty and lead time on the BCM400?
The BCM400 carries a 1-year warranty against manufacturing and construction defects, excluding normal wear items such as the cutting knives. Lead time is 3–4 months from order, built to the required industrial voltage specification.