Chocolate Inclusion Mixer & Inline Dosing System
The inclusion mixer doses dry, free-flowing solid inclusions — chopped nuts, biscuit pieces, wafer fragments, crispy cereals, caramel pieces, dried fruit — into liquid chocolate at a controlled rate immediately upstream of a chocolate depositor. It sits between the tempering machine and the depositor in a chocolate forming line. The decision this page drives is mixing mode: continuous inline dosing through the INM where the depositor must hold a constant inclusion ratio shot to shot, or batch pre-mixing in a tank where the entire batch is deposited within a short window. Liquid or paste inclusions cannot be screw-fed and are not handled by this machine. Three-phase 380 V only — no single-phase configuration exists.
Share
 INM
INM

Inline inclusion mixer or batch pre-mixing: choose one
Inline INM dosing — constant inclusion ratio across the run. The screw feeder doses inclusions into the mixing tube at a fixed rate while the depositor pulls mixed chocolate from the outlet. The inclusion-to-chocolate ratio is the ratio of two flow rates and stays constant from the first shot to the last. Required for continuous depositor lines, recipe changeovers within a shift, and inclusion-loaded chocolate that cannot sit long enough to settle. Without inline dosing, the operator would have to stop production at every recipe change.
Batch pre-mixing — acceptable only for short, single-recipe runs. Inclusions are stirred into a chocolate tank before the run begins. Viscosity and inclusion count drift as the tank empties — heavy pieces settle to the bottom, fragile pieces fragment under prolonged agitation, and the depositor sees a different mass each minute. Choosing batch mixing for a continuous line means producing finished pieces with visibly different inclusion counts shot to shot.
What feeds the INM hopper: BCM400 or whole nuts
The INM doses what the hopper supplies. Hopper input determines visual consistency in the finished product. Two upstream options.
| Property | BCM400 chopped granules | Whole roasted nuts direct |
|---|---|---|
| Piece size | Calibrated in 4 sieve fractions | Natural nut size, kernel-by-kernel variation |
| Visual consistency in finished piece | Uniform — pieces look the same shot to shot | Variable — different shots show different nut counts |
| Compatible inclusion sizes | Any fraction within INM screw bore | Limited to nuts smaller than the screw bore |
| Suitable for biscuit and wafer | Yes — chops biscuit and wafer to uniform pieces | No — biscuit and wafer arrive pre-broken and irregular |
| Hopper bridging risk | Low — calibrated dry granules flow under gravity | Higher — irregular kernels can lock at the screw inlet |
| Eliminates if… | You need whole-nut visibility for premium product positioning | You need uniform piece size or are using biscuit, wafer, or cereal |
Why a heated bypass valve, not a manual diverter
The heated three-way valve sends chocolate either through the mixing tube (with inclusions) or directly to the depositor (bypass, plain chocolate). Bypass mode is used during start-up while the line reaches working temperature, and during recipe transitions while the previous inclusion is cleared from the tube. The depositor keeps running on plain chocolate throughout. Without a heated bypass, the operator must drain the depositor at every recipe change to remove the previous inclusion — production stops, tempered chocolate is wasted, and the depositor must be re-primed before the next run. A cold (unheated) bypass leaves chocolate to solidify in the diverter line and blocks the next switch.
Position in the production line
The INM sits between the tempering machine and the depositor. Tempered chocolate enters the INM mixing tube; inclusions are dosed in at the screw feed rate; the mixed stream feeds directly into the depositor hopper. For full lines: ball mill refiner → conche → storage tank → tempering machine → INM → depositor → cooling tunnel. For lines without a conche, a storage tank holds liquid chocolate at process temperature upstream of the INM. Long pipe runs between the temperer and the INM cool the chocolate and risk crystal destabilisation — keep the INM close to the temperer.
Maintenance, Cleaning, and Warranty
Water jacket treatment: Run the mixing-tube jacket with 30% FDA-approved glycol. This prevents calcium scale and mud build-up, keeping the jacket clean and protecting the PID-controlled heating from premature failure. Plain water lets scale foul the jacket and weakens temperature control along the tube, which the chocolate needs to stay at process temperature during dosing.
Tube clearing at recipe changes: Switch the heated three-way valve to bypass and run plain chocolate through to flush the previous inclusion out of the mixing tube before the next recipe. The depositor keeps running on plain chocolate during the switch. Leaving the previous inclusion in the tube carries it into the next recipe.
Screw feeder and hopper: Clear the hopper and screw of residual inclusion at the end of a run. Dry, free-flowing inclusions leave little residue; sticky or oil-coated pieces build up at the screw inlet and must be cleared to prevent bridging on the next run. Do not wash chocolate-contact surfaces with water — wipe with warm cocoa butter or food-grade fat-based solvent.
Warranty & lead time: AkayGAM inclusion mixers carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, built to the required screw bore, voltage, and piping specification.
INM Continuous Chocolate Inclusion Mixer – Technical Features
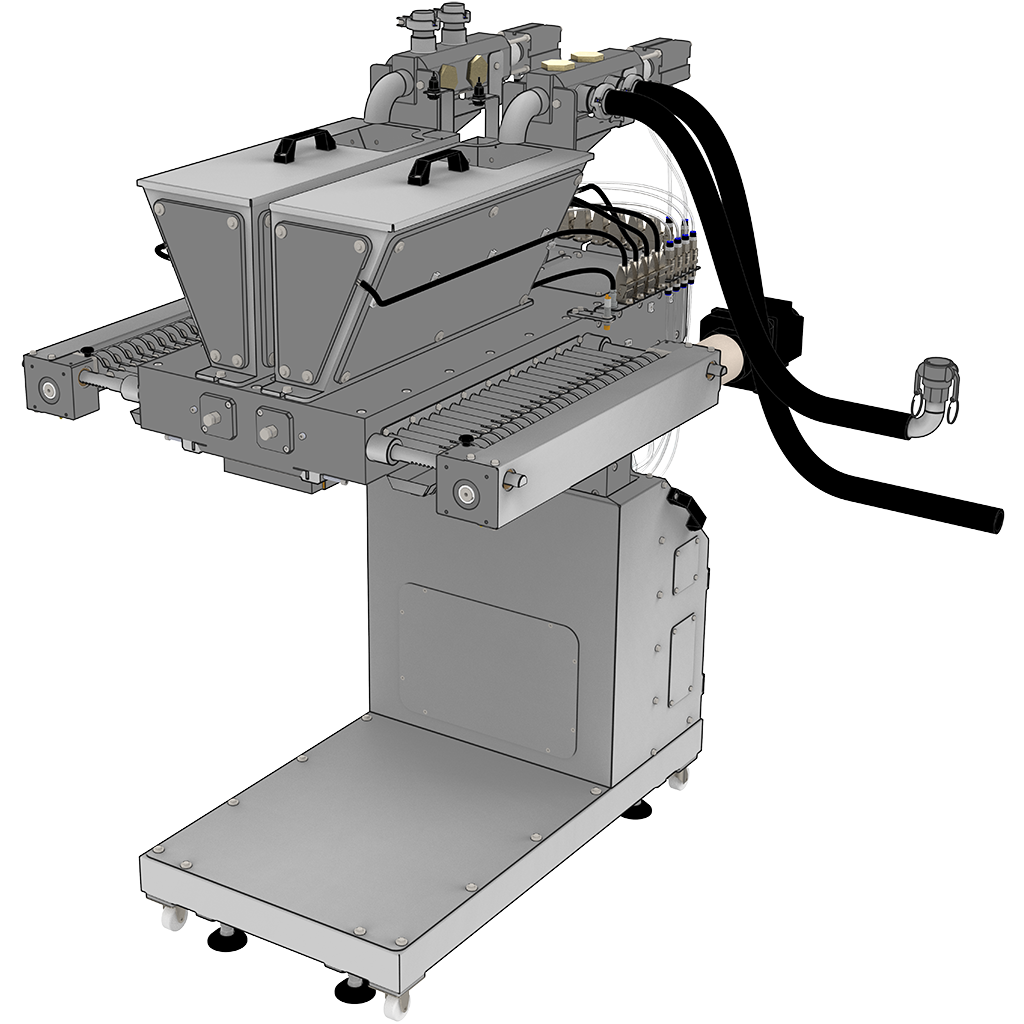
Inline mixer that doses dry, free-flowing solid inclusions into liquid chocolate immediately upstream of a depositor. Screw feeder controls inclusion rate; jacketed mixing tube with PID heating holds chocolate at process temperature; variable-speed agitator distributes particles without breaking fragile pieces; heated three-way valve switches between bypass (plain chocolate to depositor) and mix mode. Runs on 380 V three-phase. Not suitable for liquid or paste inclusions, sticky inclusions that bridge the hopper, or single-phase supply.
Price Contact us for pricing
Export packaging is not included in the price.
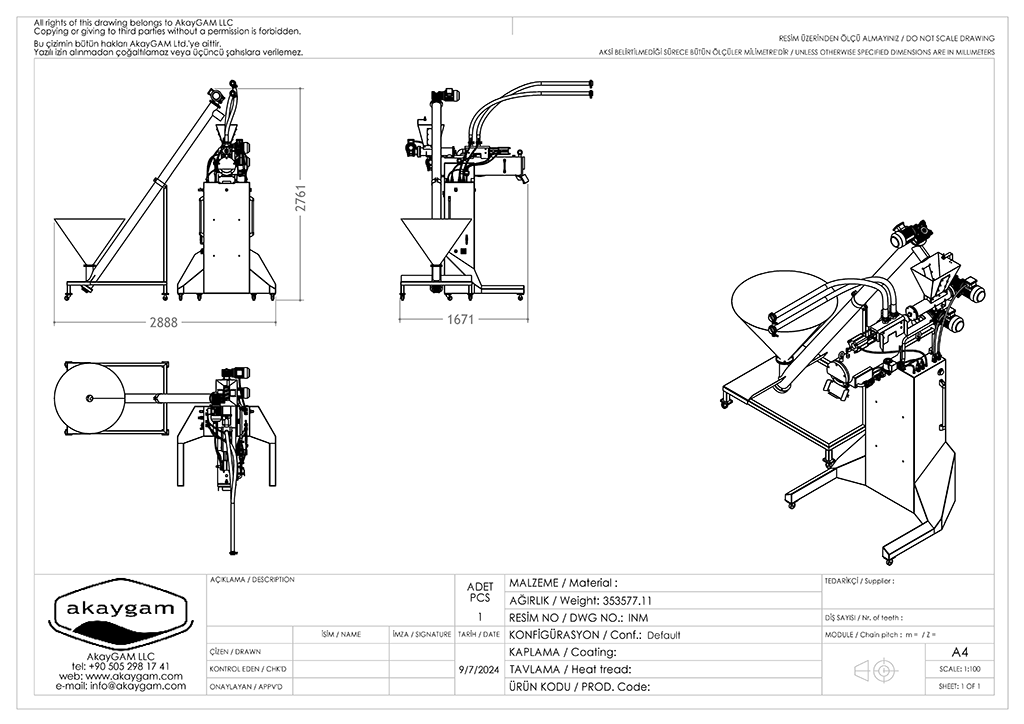
INM Continuous Chocolate Inclusion Mixer – Technical Drawing
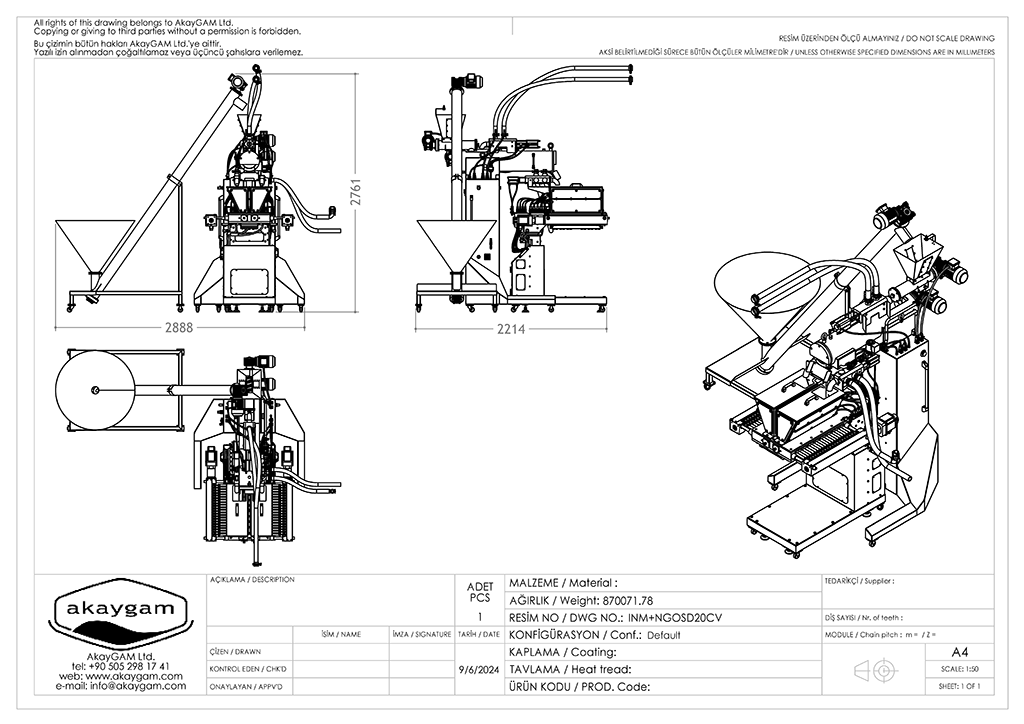
INM line example with NGOSD20CV depositor
Related equipment
A BCM400 nut chopping machine reduces whole roasted nuts to calibrated granules in four sieve fractions before they enter the INM hopper — required when uniform piece size in the finished product matters or when nuts are larger than the screw bore. The INM blends the chosen inclusion into liquid chocolate and delivers the mixed stream into the hopper of a chocolate depositor; without a depositor downstream, the INM has nowhere to send its output.

Frequently Asked Questions
Answers to common questions about the AkayGAM INM continuous chocolate inclusion mixer.
What is a chocolate inclusion mixer and what does it replace?
A chocolate inclusion mixer is an inline machine that doses free-flowing solid inclusions — chopped nuts, biscuit pieces, cereal, caramel fragments — into liquid chocolate at a controlled rate immediately upstream of the depositor. It replaces batch pre-mixing of inclusions into a tank. Batch mixing introduces viscosity variation between batches and uneven inclusion distribution between shots; inline dosing maintains constant viscosity and a constant inclusion-to-chocolate ratio across the entire run.
What inclusions can the INM handle, and what cannot?
The INM handles dry, free-flowing solid inclusions compatible with screw feeding: chopped or whole roasted nuts, biscuit pieces, wafer fragments, crispy cereals, caramel pieces, dried fruit. Pieces must flow under gravity in the hopper without bridging. Liquid or paste inclusions cannot be screw-fed and are not handled by this machine. Sticky or oil-coated inclusions that bridge in the hopper will stop dosing — feed them through a vibratory hopper extension or use a different inclusion.
Inline mixing vs batch mixing — which do I need?
Inline mixing — required when the depositor must run continuously without inclusion ratio drift between shots, when recipe changeovers happen during a shift, or when inclusion-loaded chocolate cannot sit in a tank long enough to settle. Batch mixing — acceptable only when the entire batch is deposited within a short window before settling, sticky inclusions cluster, or fragile pieces fragment under prolonged agitation. Choosing batch mixing for a continuous depositor line means producing pieces with visibly different inclusion counts shot to shot.
What does the bypass valve do, and why does it matter?
The heated three-way valve sends chocolate either through the mixing tube (with inclusions) or directly to the depositor (bypass, plain chocolate). Bypass mode is used during start-up while the line reaches working temperature, and during recipe transitions while the previous inclusion is cleared from the tube. Switching to mix mode only when the line is stable prevents uneven inclusion ratios at the start of a run. Without a bypass, the operator must drain the depositor at every recipe change to remove the previous inclusion — production stops and chocolate is wasted.
Where does the inclusion mixer sit in the production line?
Between the tempering machine and the depositor. Tempered chocolate enters the INM mixing tube; inclusions are dosed in at the screw feed rate; the mixed stream feeds directly into the depositor hopper. For lines without a conche, a storage tank holds liquid chocolate at process temperature upstream of the INM. Long pipe runs between the tempering machine and the INM cool the chocolate and risk crystal destabilisation — keep the INM close to the temperer.
Do I need a nut chopping machine before the INM?
Yes, when working with whole roasted nuts that exceed the screw feeder bore or that need calibrated piece size for visual consistency. The BCM400 nut chopping machine produces calibrated dry granules in four sieve fractions that feed the INM hopper consistently. Whole nuts can be loaded directly only if their natural size is within the screw feed range and visual size variation is acceptable. Pre-chopping is also required for biscuit and wafer when piece size must be uniform — irregular pieces cause inclusion-count variation between shots.
What electrical supply does the INM require?
380 V three-phase, 3 kW total installed power. No single-phase configuration is available. If your facility does not have three-phase supply, the INM cannot operate — confirm supply compatibility before ordering. If you operate on a voltage or frequency standard different from 380 V / 50 Hz, contact us before ordering to confirm compatibility.
What maintenance and warranty does the INM inclusion mixer need?
Warranty: 1 year against manufacturing and construction defects. Lead time: 3–4 months, built to the required screw bore, voltage, and piping specification.