Center-Filled Biscuit Dough Extruder
This machine is a co-extrusion (encrusting) depositor for producing center-filled biscuits and cookies. It forms an outer dough shell and an inner filling core through a transverse nozzle matrix, then portions the products using guillotine cutting, or diaphragm cutting.
VIDEO IApplications for biscuit production
Typical products made with a co-encrusting machine include:
Share
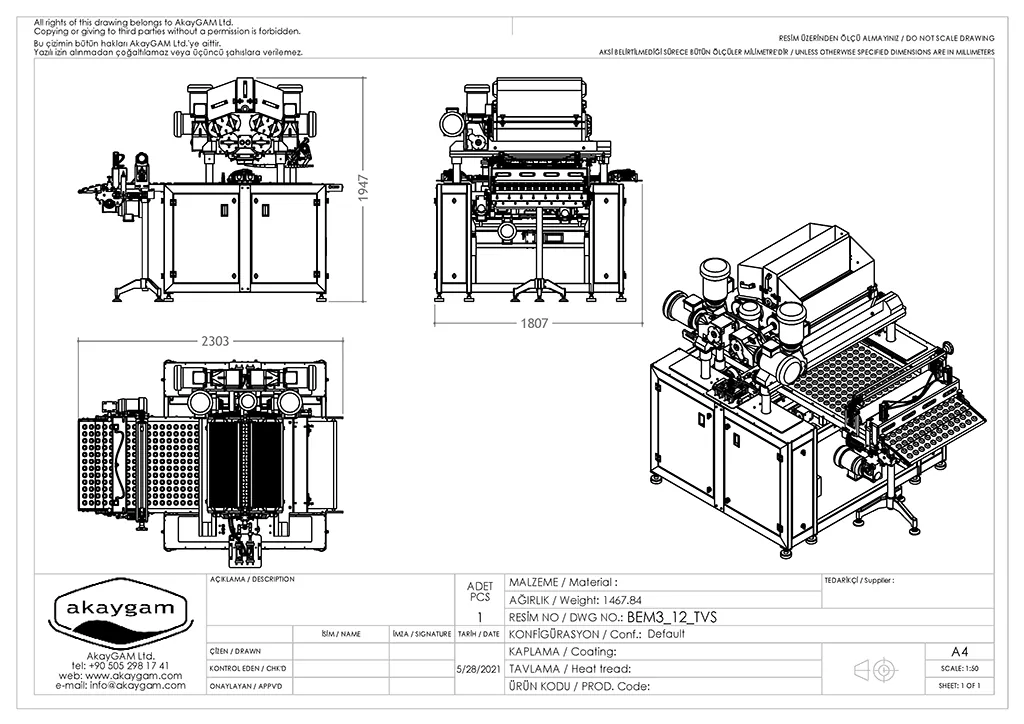
 BEM3-12-TVS
BEM3-12-TVS

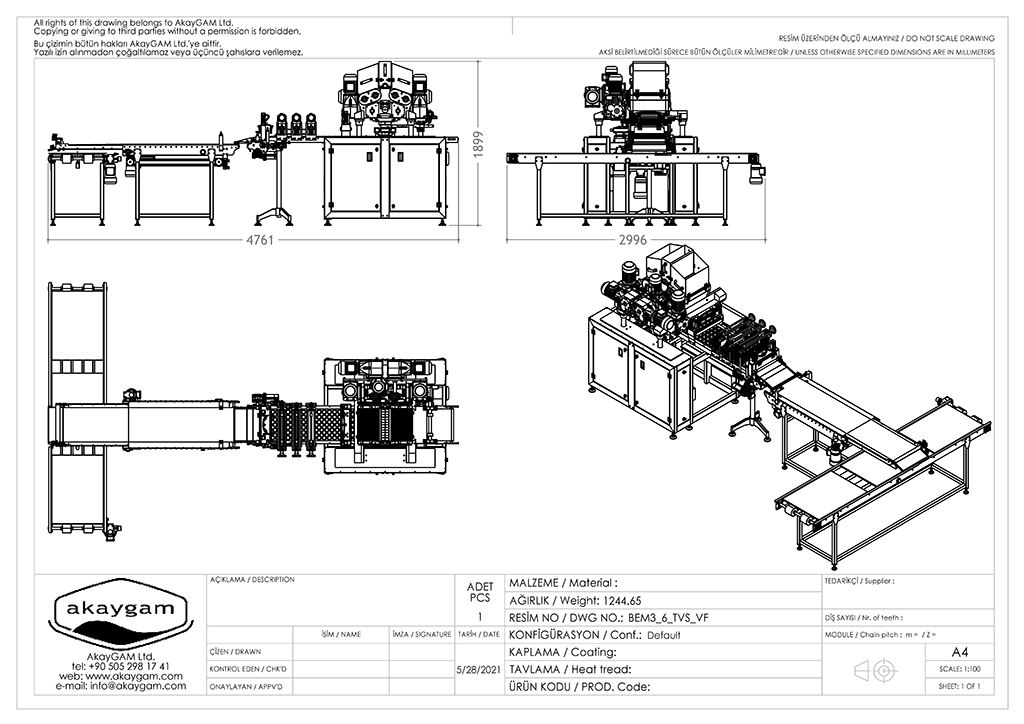
 BEM3-6-TVS-VF
BEM3-6-TVS-VF
Types of extruders for center-filled cookies
Two models share one co-extrusion design. The decision is output handling: trays for semi-automatic rotary-oven baking, or direct discharge onto a tunnel-oven belt at double the capacity. Each row maps a condition to one model.
| Model | Max capacity | Output handling | Baking route | Power | Eliminates if… |
|---|---|---|---|---|---|
| BEM3-6-TVS-VF | 600 kg/h | Reciprocating shuttle (VF) onto 400 × 600 mm trays; retractable tail conveyor + tray conveyor | Semi-automatic, rotary-type oven | 380 V three-phase, 7.8 kW | Output must run inline to a tunnel oven, or throughput above 600 kg/h is needed — use BEM3-12-TVS |
| BEM3-12-TVS | 1200 kg/h | Direct discharge onto an 800 mm tunnel-oven belt (CB5 articulated wire mesh or steel belt) | Inline tunnel oven | 380 V three-phase, 8 kW | Baking is on a rotary tray oven, or tray-based handling is required — use BEM3-6-TVS-VF |
Choosing the tray model for an inline tunnel line forces manual tray transfer and caps output at 600 kg/h; choosing the tunnel model without a CB5 wire-mesh or steel belt risks shell breakage and filling leak at transfer.
Design and operation of the BEM3 co-encrusting system
The machine is designed for manufacturing cookies with a continuous filling core. Wire-cut cookies and guillotine-cut bar-type center-filled cookies can be produced depending on installed tooling. VF series machines are equipped with a reciprocating shuttle conveyor. Fed trays are vertically conveyed to the product flow. The combination of a depositor, retractable conveyor and tray conveyor is suitable for semi-automatic production, as for baking rotary-type oven is used. Thanks to the transverse feature, optimized row distance achieves higher capacity. In case the oven tunnel is used for baking, we recommend the belt to be sheet metal or CB5 articulated wire mesh; other types of belts may break the dough shell and may cause a leak of center-filling. The machine has a vertical head adjustment, which allows variable conveyor-to-nozzle distance. For different dough cutting styles, nozzle-to-conveyor distance should be adjusted.
How co-extrusion works
In a typical center-filled biscuit line, dough and filling are fed to separate metering systems. The extrusion head forms a continuous rope where the filling stays centered inside the dough shell. A transverse nozzle matrix creates multiple lanes, and the selected cutting device portions products directly onto the belt or trays. The head height and nozzle-to-conveyor distance are adjusted to match dough texture and cutting type, helping prevent shell tearing and filling leakage.
Selection guide: dough, filling, and cutting
For center-filled biscuits, the correct cutting type and nozzle distance are critical. Wire cutting is typically used for cookie-style portions, while guillotine cutting is preferred for bar-type products. Diaphragm cutting is used when the product geometry or dough behavior requires a controlled closing action.
Warranty and Lead Time
AkayGAM co-encrusting machines carry a 1-year warranty against manufacturing and construction defects. Lead time is 3–4 months from order, as output handling (VF tray shuttle or tunnel-oven discharge), nozzle matrix, and cutting tooling are configured at manufacture.
Model Specifications
Common to all models
Tab specifications below show only what differs between models.
BEM3-6-TVS-VF co-encrusting machine - technical features
Role: tray-output co-encrusting for semi-automatic rotary-oven baking at up to 600 kg/h. The VF reciprocating shuttle deposits onto 400 × 600 mm trays. Switch to BEM3-12-TVS for inline tunnel-oven baking or output above 600 kg/h. 380 V three-phase, 7.8 kW.
Price Contact us for pricing
Export packaging is not included in the base price.
BEM3-6-TVS-VF technical drawing
BEM3-12-TVS co-encrusting machine - technical features
Role: inline co-encrusting that discharges directly onto a tunnel-oven belt at up to 1200 kg/h — double the BEM3-6 output. Designed for an 800 mm tunnel-oven belt. Switch to BEM3-6-TVS-VF for tray-based semi-automatic rotary-oven baking. 380 V three-phase, 8 kW.
Price Contact us for pricing
Export packaging is not included in the base price.
BEM3-12-TVS technical drawing
Frequently Asked Questions
Answers to common questions about AkayGAM co-encrusting machines (BEM3 serie).
What is an encrusting (co-extrusion) machine?
It is a depositor that forms an outer dough shell and an inner filling core through one extrusion head. Products are portioned by diaphragm cutting directly on a belt or trays.
Which fillings are suitable?
How do you prevent filling leakage?
Leakage is controlled by four factors:
Can the machine integrate with a tunnel oven?
Yes. For tunnel baking we recommend CB5 articulated wire mesh or steel belt, and correct head height to support the dough shell during transfer.
BEM3-6-TVS-VF or BEM3-12-TVS — which model?
Output handling and capacity decide. Both share the dough feeders, cream pump, three cutting systems, and continuous/intermittent operation:
What is the warranty and lead time?
1 year against manufacturing and construction defects. Lead time is 3–4 months from order, as output handling (VF tray shuttle or tunnel-oven discharge), nozzle matrix, and cutting tooling are configured at manufacture.