Дражировочный барабан (дражировочная машина)
Ручные дражировочные барабаны используются для покрытия сахарным сиропом, шоколадного дражирования и полировки орехов, шоколадных драже, сухофруктов и аналогичных центров. Стабильное перекатывание критически важно во время циклов глазирования и полировки; рифленые барабаны помогают продукту перекатываться вместо скольжения или вращения на месте.
ВИДЕО I ВИДЕО IIМодели дражировочных барабанов и диапазон производительности
От лабораторного дражирования до производства среднего масштаба основными критериями выбора являются диаметр барабана, емкость партии, обработка воздуха (нагрев/охлаждение) и способ выгрузки (ручной или наклонный).




Поделиться


Дражировочный барабан CP400 — технические характеристики
Базовая цена 2.700,00 € (без НДС), EXW Стамбул
ВИДЕОТехнический чертеж CP400

Дражировочный барабан CP1000 — технические характеристики
Базовая цена 6.000,00 € (без НДС), EXW Стамбул
Технический чертеж CP1000

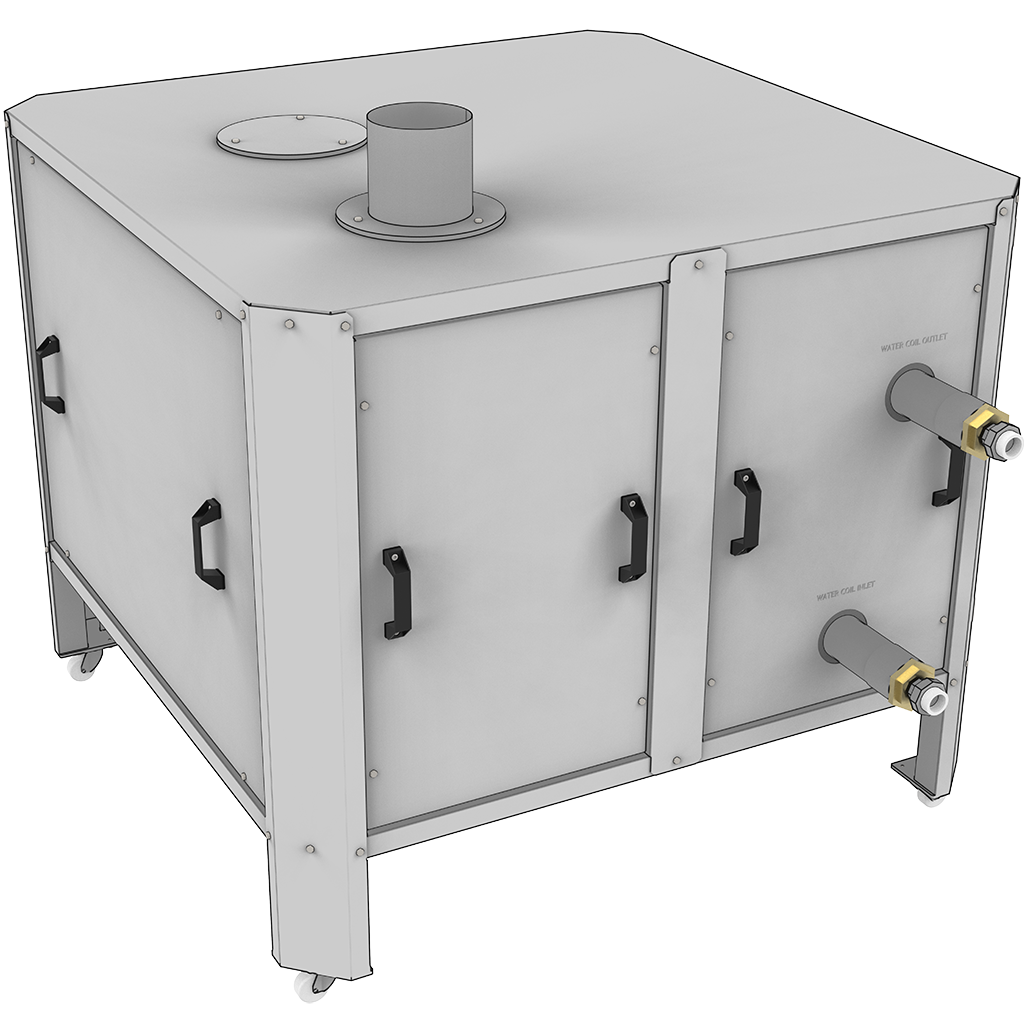
Дражировочный барабан CP1000INTCOOL — технические характеристики
Цена 13.000,00 € (без НДС), EXW Стамбул
Технический чертеж CP1000INTCOOL

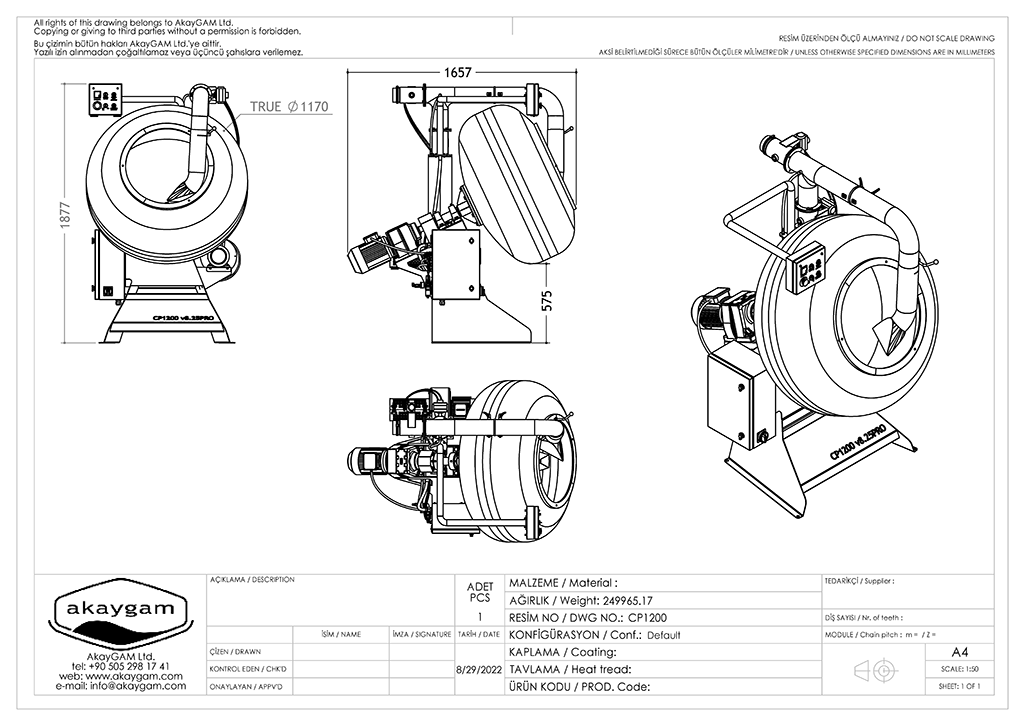
Дражировочный барабан CP1200 — технические характеристики
Базовая цена 7.000,00 € (без НДС), EXW Стамбул
Технический чертеж CP1200
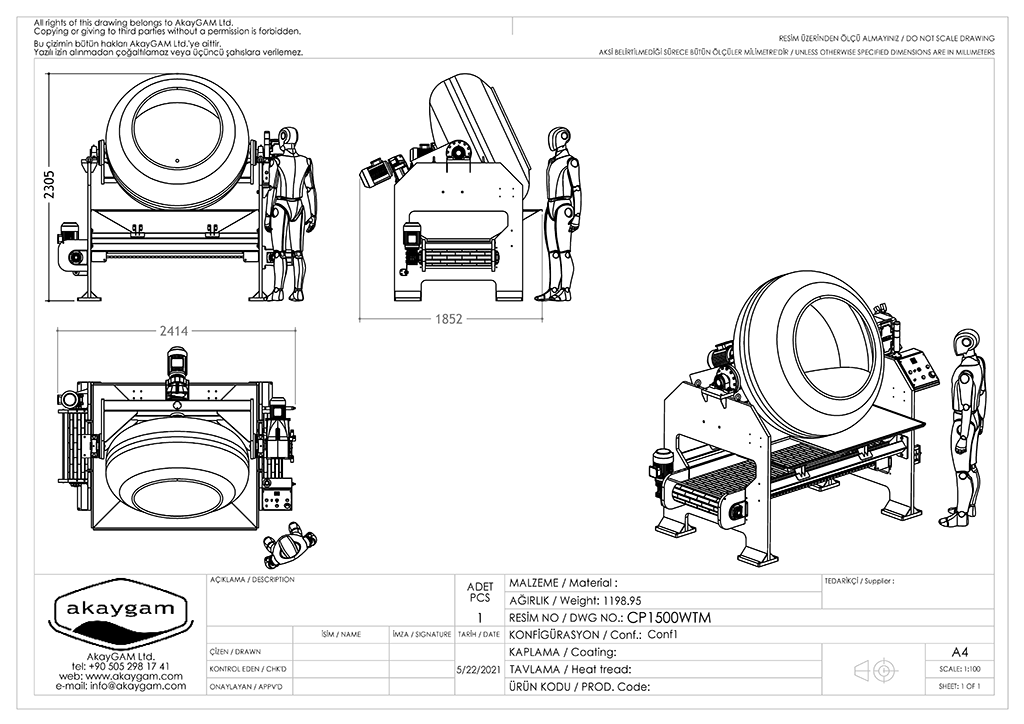
Дражировочный барабан CP1500WTM — технические характеристики
Базовая цена 19.000,00 € (без НДС), EXW Стамбул
Технический чертеж CP1500WTM
Конструкция и принцип работы ручных дражировочных барабанов
Ручные дражировочные барабаны работают за счет контролируемого вращения барабана в сочетании с регулируемым технологическим воздухом. Скорость вращения регулируется через VFD и влияет на характер перекатывания продукта и качество формирования слоев, в то время как опциональный нагрев и обдув воздуха поддерживают сушку, разглаживание и кондиционирование поверхности во время циклов покрытия.
Для технологического воздуха могут быть установлены нагреватель с PID-управлением и вентилятор. Теплый воздух способствует разглаживанию поверхности и помогает уменьшить налипание шоколада на внутреннюю поверхность барабана, упрощая очистку между рецептами. Расход воздуха вентилятора регулируется диммером, а гибкий воздушный выход направляет воздух в перекатывающийся слой продукта. Для циклов полировки рекомендуется использовать рифленый барабан, так как ребра способствуют перекатыванию и уменьшают скольжение.
CP1500WTM обычно выбирают для покрытия с более высокой производительностью и для центров различной плотности (какао-драже, фундук, фисташки, воздушный рис и аналогичные продукты). Механизм наклона обеспечивает контролируемую выгрузку и регулируемый рабочий угол. Регулируемые концевые выключатели предотвращают механические помехи и делают выгрузку повторяемой. Настройки разгона и торможения VFD подбираются для снижения ударных нагрузок на редуктор и элементы передачи. Рама может быть выполнена из нержавеющей стали или окрашенной в черный цвет стали.
Орехи и кондитерские центры могут покрываться в дражировочных барабанах, полностью изготовленных из нержавеющей стали AISI 304.
Обзор процесса дражирования
В кондитерском производстве дражирование означает постепенное наращивание слоев покрытия на вращающихся центрах с использованием дражировочного барабана. На дражировочных барабанах AkayGAM этот процесс выполняется за счет переменного вращения барабана в сочетании с регулируемым воздушным потоком и температурой. Типичные центры включают орехи, шоколадные драже, сухофрукты, хрустящие злаки и аналогичные продукты с достаточной механической прочностью, чтобы выдерживать непрерывное перекатывание.
Стадии цикла шоколадного дражирования
На практике шоколадное дражирование делится на три функциональные стадии. Каждая стадия регулируется скоростью барабана, методом дозирования и условиями технологического воздуха в зависимости от рецептуры и размера партии.
Предварительное глазирование используется для герметизации поверхности центров перед нанесением шоколада. Тонкий слой сиропа наносится, пока продукт перекатывается в барабане. Этот барьер ограничивает миграцию масла из ореховых центров в шоколадный слой, снижая риск размягчения или жирового поседения. В зависимости от требуемой толщины покрытия этот этап может быть сокращен или опущен.
Во время предварительного глазирования сироп вводится небольшими порциями, пока барабан вращается с контролируемой скоростью. Технологический воздух, направленный в перекатывающийся слой продукта, ускоряет подсушивание поверхности перед следующим нанесением. Состав сиропа подбирается так, чтобы он оставался вязким во время нанесения и стабильным после высыхания. Вязкость может быть повышена с помощью гуммиарабика, а частичное добавление глюкозного сиропа помогает ограничить кристаллизацию.
В некоторых случаях между нанесениями сиропа используются сухие порошки для подпудривания, чтобы стабилизировать липкие поверхности. Этот метод особенно полезен при покрытии консервированных фруктов или центров с высокой влажностью, когда липкость поверхности иначе нарушала бы равномерное перекатывание.
Наращивание слоя — это основная стадия шоколадного покрытия. Шоколад наносится последовательными порциями, в то время как подается охлажденный воздух для контролируемой кристаллизации и наращивания слоя. На дражировочных барабанах, оснащенных регулируемыми воздушными выходами, направление и объем воздушного потока настраиваются так, чтобы поддерживать равномерное распределение покрытия и предотвращать слипание центров.
Финальное глазирование сосредоточено на внешнем виде поверхности и свойствах продукта при обращении. Сначала может наноситься сиропная глазурь в несколько тонких слоев с промежуточной сушкой. Для сушки подается кондиционированный воздух с пониженной влажностью до исчезновения липкости поверхности. После периода выдержки в контролируемой среде в том же барабане может быть нанесена финишная глазурь, например воск или пищевой шеллак.
Глазури на основе воска, включая пчелиный воск или карнаубский воск, обеспечивают защитное покрытие с умеренным блеском. Для получения высокоглянцевой поверхности используются глазировочные растворы на основе шеллака. Параметры процесса регулируются в зависимости от чувствительности продукта, массы партии и требуемого качества поверхности.
Связанное оборудование


Покрытие в дражировочных барабанах является ручным процессом, однако его можно автоматизировать. Для получения повторяемого дозирования используйте распылитель шоколада. Установленный вентилятор забирает окружающий воздух из помещения и подает его в дражировочный барабан. Для более высокой стабильности подавайте кондиционированный воздух с помощью блока подачи осушенного прохладного воздуха и чиллера.